渑池窖藏铁器工艺特点研究
字号:T|T
2026-03-27 16:54 来源:华夏考古
摘要:本文对渑池窖藏铁器中数量最多的铁板材与犁铧冠进行了金相学与非金属夹杂物分析,系统获取61件铁器与5件炉渣样品的系列微观信息,从中发现多样化的碳含量、碳分布与金相组织是退火窑批量化生产的基本特点,而低碳犁铧冠与生铁板材则可能为渑池工匠的目标产品类型,其中犁铧冠的完整工序应为铸造成型-固态退火脱碳-打磨开锋刃口。同时,本文还总结了渑池遗址铸铁及其固态退火产物的非金属夹杂物特征及其形成机理,为我国古代相同技术铁器及其锻打制品的识别提供新线索。
铸铁及铸铁固态脱碳技术是我国古代铁业生产的主要技术类型之一,制作的铁器产品类别多样。不同的铸铁及其固态脱碳产品的具体生产方式存在差异,但迄今鲜见相关讨论。同时,作为非金属夹杂物的重要组成部分,该类铁质文物的夹杂物特征也是区分判别古代钢铁技术的重要参考,但目前针对古代铸铁及其固态退火脱碳制品的夹杂物研究还较少[1]。
渑池窖藏铁器出土于1974年,共有铁器4000余件,是一批重要的汉晋时期铸铁遗存[2],其中,斧、镰、板、锸、铧、锛、轴承、钁、铲等铁器均属于铸铁或铸铁固态脱碳制品[3]。本文以出土数量较多的板材与犁铧冠为研究对象,进行金相学与夹杂物分析,系统获取其微观信息,并结合遗址区域采集炉渣[4]分析结果,试从产品角度挖掘板材与犁铧冠这两类铁器的详细生产信息,同时总结其非金属夹杂物系列特征,以丰富我国铁质文物夹杂物研究内容。
1 采样信息
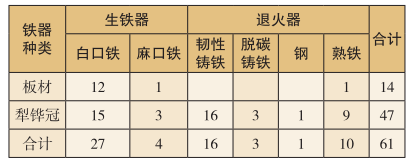
渑池遗址的板材、犁铧冠均属于范铸成型器物,表面多保留有范线,部分器物还存在浇铸缺陷,如浇铸金属液过少、型腔未充满导致器物局部残缺或出现孔洞,又如合范的榫卯错位导致板材表面凹凸不平。以往分析结果显示,两类器物还可能经过固态退火脱碳处理。本文共分析板材14件、犁铧冠47件、炉渣5件,金属样品取于器物范线、断口、边角等部位,炉渣样品包括4件玻璃态炉渣与1件高铁渣。(表1)
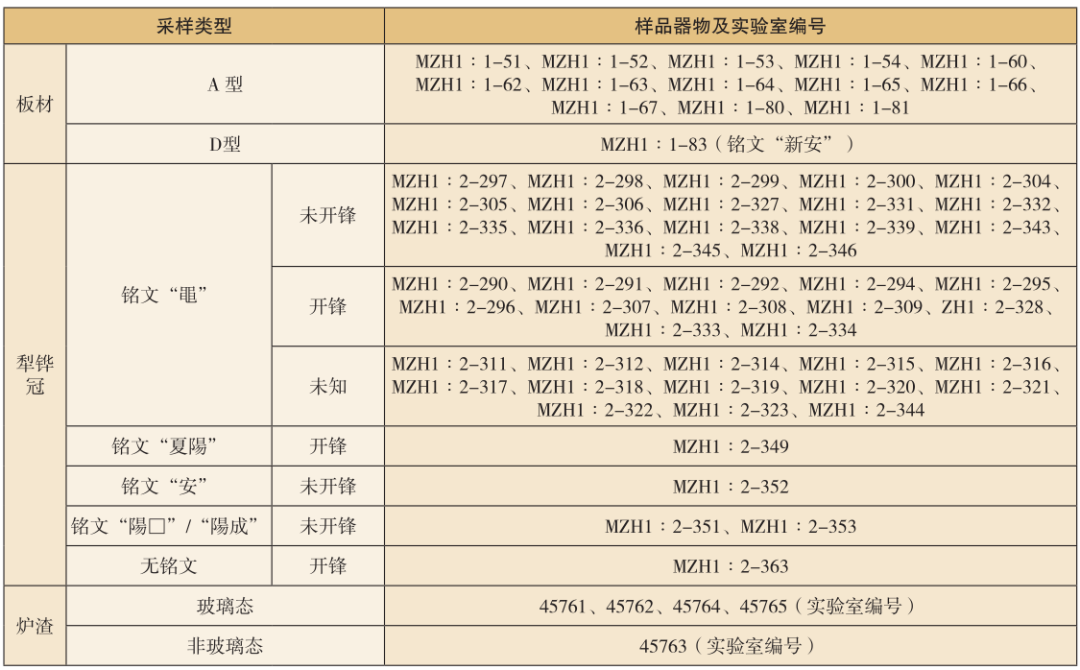
遗址出土的铁板材存在多种尺寸,可初步分为五型,以A型板材数量最多,完整的A型铁板材长31~32.6、宽8.5~10.7、厚0.4~0.6cm,重0.85~1.03kg。本次分析样品包括13件A型铁板材(图1-1、1-2)与1件D型铁板。(图1-3)

1、2、3.板材(MZH1:1-80、1-81、1-83)
4、5.犁铧冠(MZH1:2-291正、反面)
遗址出土犁铧冠形制相似,器物尺寸与重量差异小,完整的犁铧冠重量为0.40~0.50kg,冠锋中脊长度普遍大于4.5cm,最长可达7.8cm;两翼外径长度大于22cm,最宽可达27cm;单侧翼刃长度大于17cm,最长可达20.5cm。不同犁铧冠的区别在于两翼的弧度与锋刃的打磨情况。铭文以“黽”字者为多,铭文多见于器物翼面,包括“黽”“黽右”“夏陽”“陽成”“安”“绛邑”“绛邑冶左”等,不同器物的铭文位置、书写方式、成型方式略有不同,有的铭文位于左翼,有的则位于右翼,书写方式存在正写、倒立、镜像三种,个别“黽”字为阴刻而成[5]。本次分析的犁铧冠样品包括42件“黽”字铭文器,(图1-4、5)1件“夏陽”字铭文器,1件“安”字铭文器,1件“陽□”铭文器,1件“陽成”铭文器,1件无铭文器。
2 实验室检测与分析结果
样品采用环氧树脂冷镶,观察面为器物横截面,经打磨、抛光处理后,先采用金相显微镜进行预观察,初步记录炉渣主要物相构成,记录钢铁材料夹杂物数量与分布特征。然后,样品经3%HNO₃硝酸酒精溶液浸蚀后,于金相显微镜下进行再观察,显微镜型号为LEICADM4000M。
样品重新抛光、喷碳处理后,进行扫描电镜能谱分析。扫描电镜能谱型号为捷克Tescan公司VEGA3XMU与德国Bruker Nano Gmbh610M,能谱分析参数:高真空,激发电压20kV,能谱工作距离约15mm,激发时间≥60s。扫描电镜能谱仪开展元素组成检测时,均采用单质模式,测定包括氧元素在内的所有元素。测定结果中,当元素含量高于0.5%时,数据可靠;当元素明显出峰,但含量低于0.5%时,数值可靠性较低,但可视为分析对象的元素组成;当元素含量为0,表明该元素含量低于设备检测限。
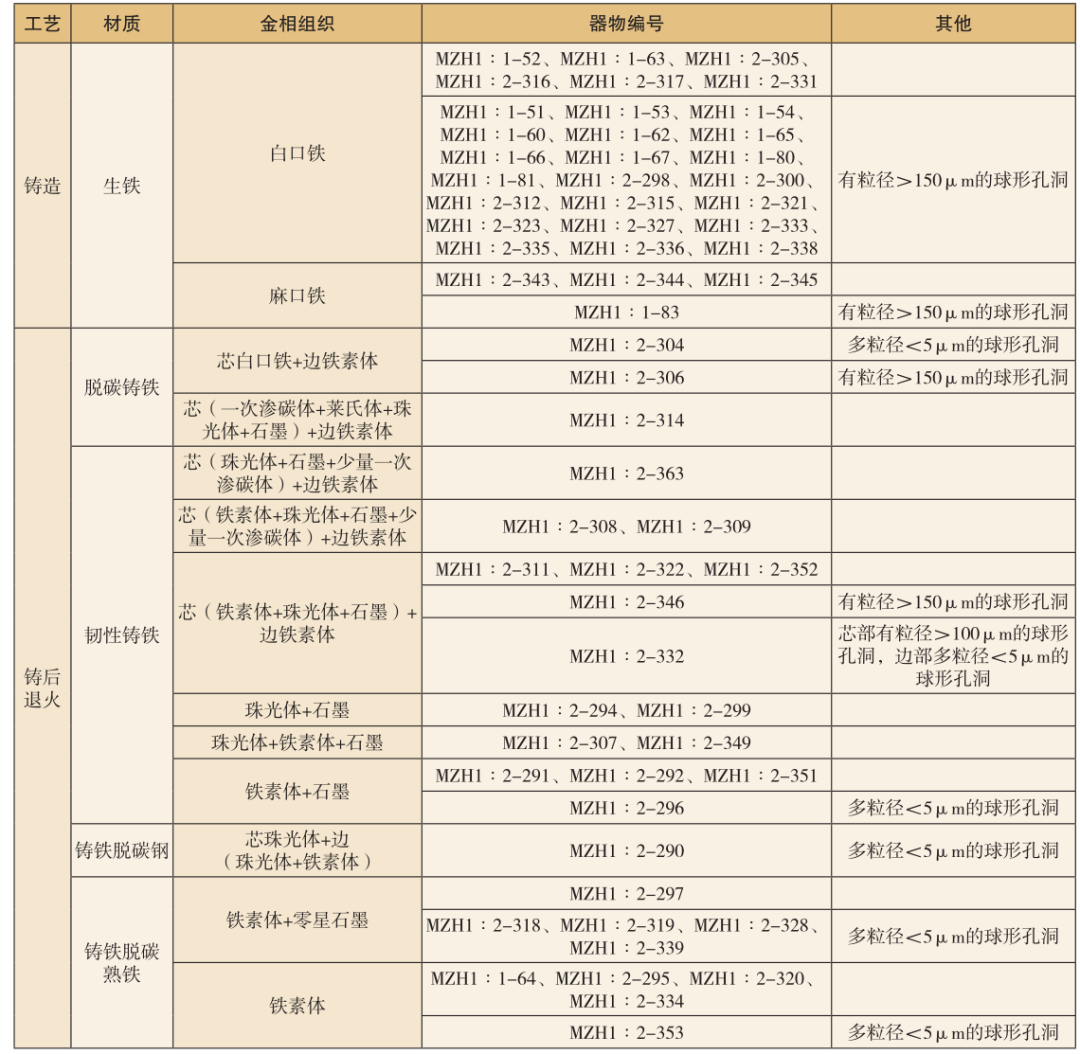
由宏观特征可知,本次分析的器物均属于铸造成型,金相显微观察结果佐证了这一点。同时,又展示出经过固态退火处理的具体铁器,以及经过退火处理工序下的铁器在组织结构、含碳量与碳分布、孔洞尺寸等方面的具体情况。(表2)其中,粒径小于5μm的细小球形孔洞主要出现于经退火处理的铁器内,以铁素体组织内数量居多,属于脱碳过程未排出的残留气体形成的气孔;粒径大于150μm的球形孔洞主要见于生铁组织内,应属于铸造过程未排出的气体形成的孔洞。(图2)
图2 板材与犁铧冠金相组织照片
a.大型球形孔洞(板材MZH1:1-62) b.亚共晶白口铁组织(板材MZH1:1-81)c.珠光体与铁素体组织(犁铧冠MZH1:2-290) d.白口铁组织与铁素体脱碳层(犁铧冠MZH1:2-306)e.铁素体、珠光体与石墨(犁铧冠MZH1:2-307) f.珠光体、铁素体与石墨(犁铧冠MZH1:2-311) g.过共晶白口铁组织(犁铧冠MZH1:2-338) h.铁素体组织(犁铧冠MZH1:2-339)
注:“芯”指器物内部组织,“边”指器物表面组织,“少”指数量零星。
扫描电镜能谱分析结果显示,除3件样品外,其余58件均观察到非金属夹杂物,且不同样品的夹杂物数量、形貌、尺寸、分布有一些共性特点:夹杂物数量少,分布随机,粒径普遍小于5μm,个别可达10μm,以球形、近球形为主,少量呈不规则流体形或近椭圆形。有的夹杂物与铁基体紧密衔接,有的则存在缝隙,呈附着于铁基体的细小孔洞内。有的夹杂物为均质相,有的则由不同相组成。
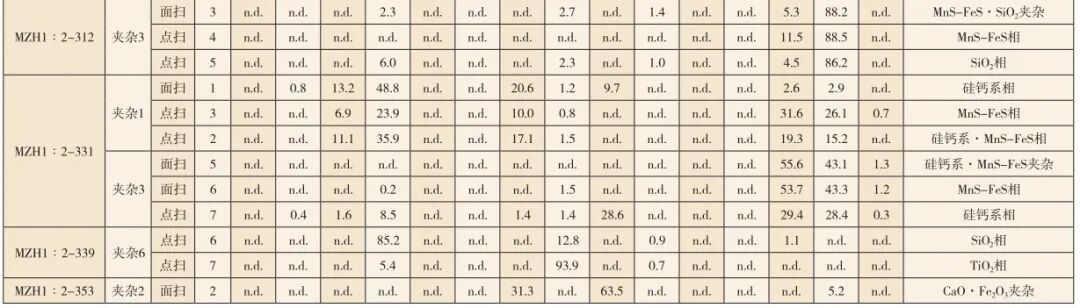
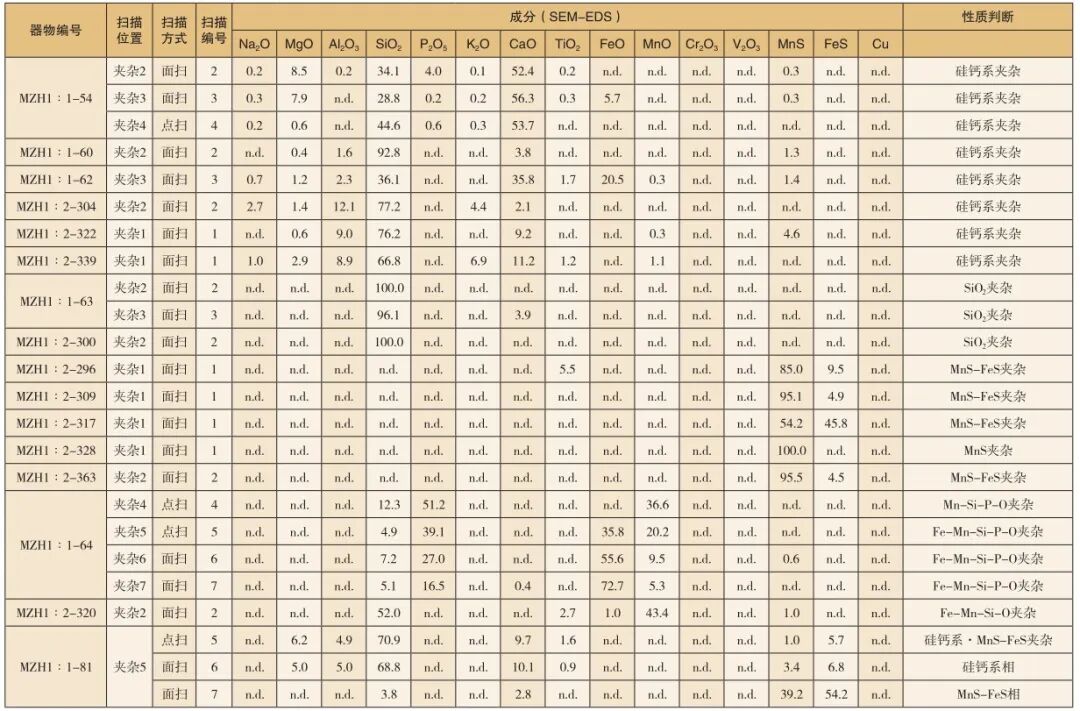
利用扫描电镜能谱仪分析铁质文物非金属夹杂物元素组成时,测定结果易受铁基体成分的影响,导致夹杂物Fe、P、Mn、Ti、Si等含量偏高。本研究依据S、O等元素的具体含量来确定非金属夹杂物的元素组成,消除基体元素影响并校正后,共获得有效的非金属夹杂物图像与成分数据190余组。参考山东章丘东平陵故城铸铁遗址出土铸铁及其固态退火脱碳制品的夹杂物分类方法[6],可将测得的夹杂物归纳为硅钙系夹杂、硫化物夹杂、二氧化硅夹杂、Fe-Mn-Si-P-O系夹杂、其他类夹杂以及复合夹杂。其中,硅钙系夹杂是由CaO、K₂O、Al₂O₃、Na₂O、MgO等非还原化合物以及SiO₂等氧化物组成的夹杂物类型;硫化物夹杂主要有MnS-FeS夹杂、MnS夹杂;二氧化硅夹杂则以SiO₂为主要成分;Fe-Mn-Si-P-O系夹杂是指由铸铁自身元素的氧化产物集合形成的夹杂物,常见组成成分包括FeO、P₂O₅、MnO、SiO₂、TiO₂、V₂O₃、Cr₂O₃等;其他类夹杂主要有CaO⋅Fe₂O₃夹杂、FeO夹杂等;复合夹杂主要由以上夹杂通过碰撞、吸附析出、融合等方式形成。各类夹杂在样品内出现情况见表3,一些典型夹杂的照片见图3,对应的成分数据见表4。
表3 夹杂物类型与渑池铁器样品的对应表
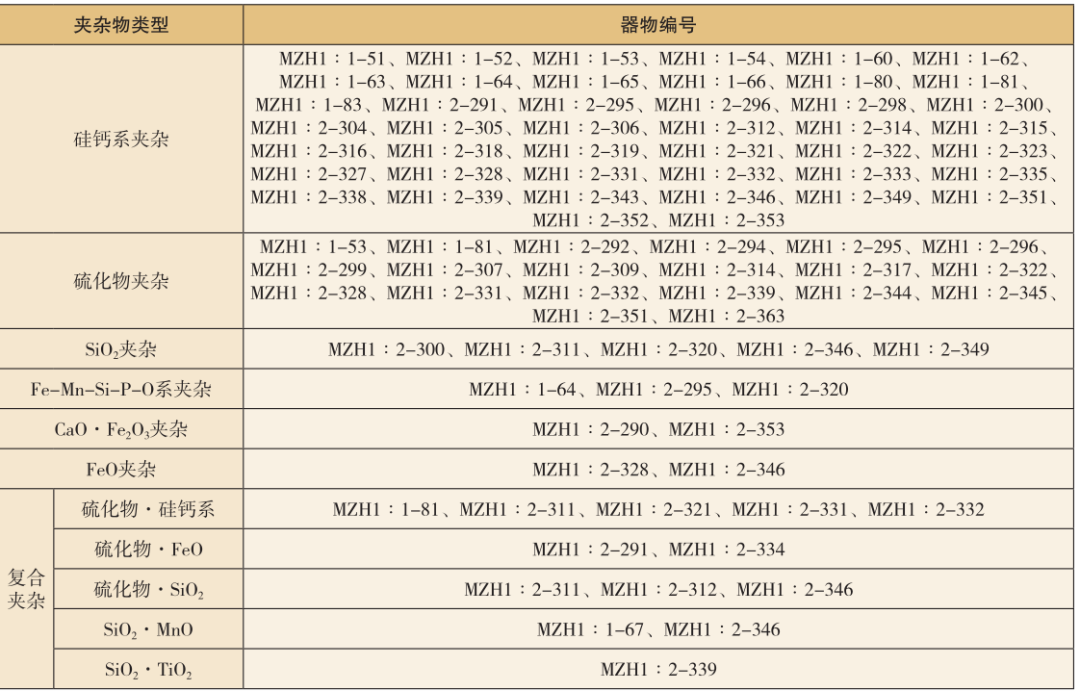
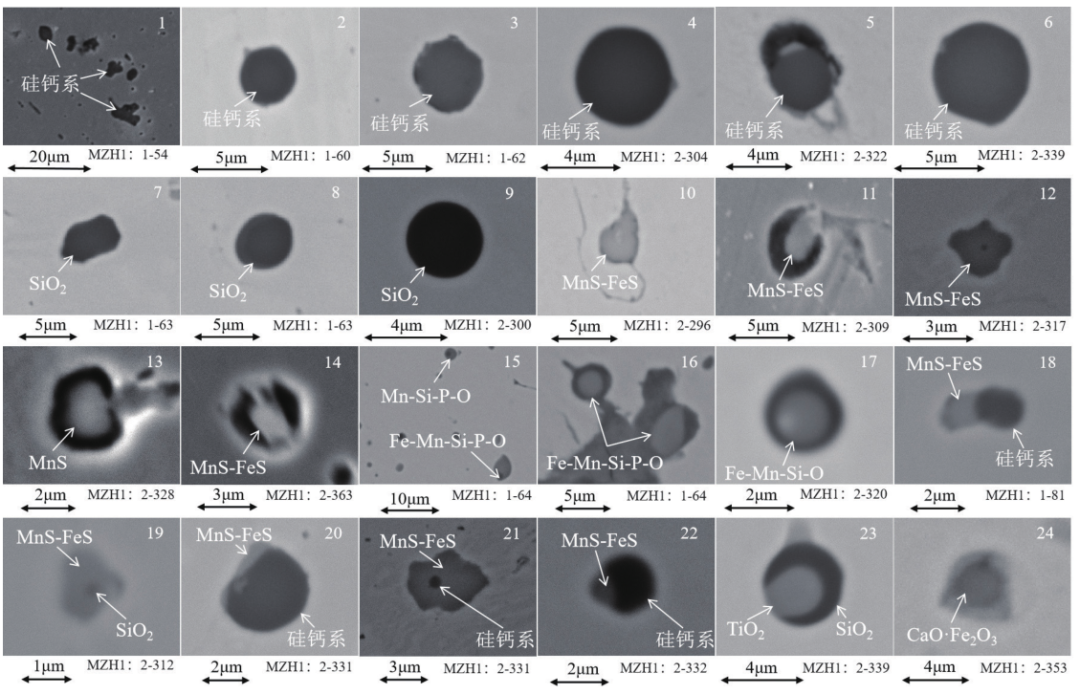
图3 渑池窖藏铁器典型夹杂物背散射照片
表4 典型夹杂物成分数据表 单位:wt%
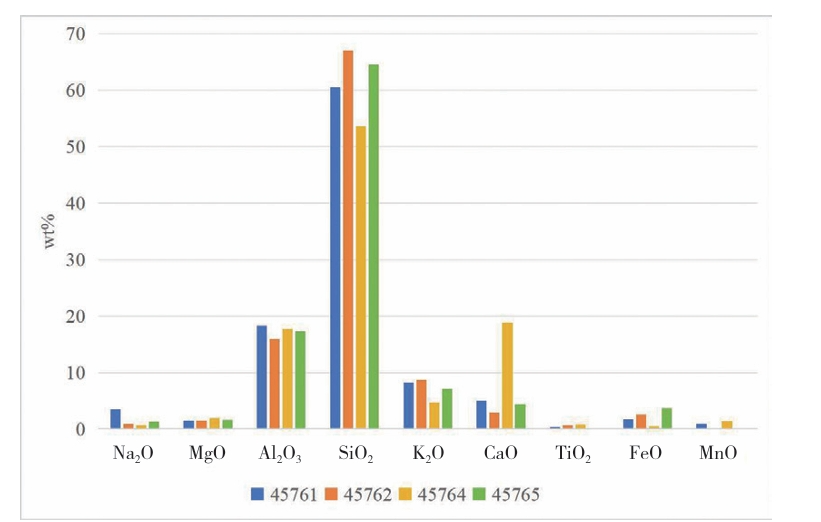
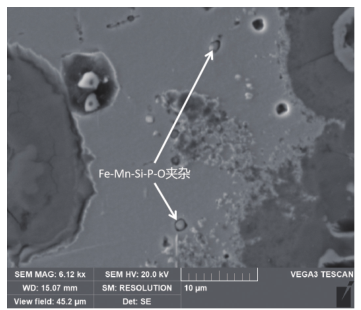
炉渣的分析结果显示,除1件非玻璃态渣(45763)性质不明外,其余4件玻璃态炉渣均属于生铁渣,由铝硅酸盐与球形铁颗粒组成,炉渣基体CaO含量区别相对明显,(图4)但均呈玻璃相或玻璃相上析出钙镁橄榄石,部分包裹有木炭屑、不同含碳量的铁颗粒、未熔化的石英或长石颗粒。其中,炉渣45761存在分区,局部由玻璃态CaO与不规则FeO组成,渣中灰口铁颗粒的铁素体内观察到Fe-Mn-Si-P-O夹杂;(图5)炉渣45764的灰口铁颗粒内观察到MnS夹杂。
图4 生铁渣平均成分柱状图
图5 炉渣45761铁颗粒内夹杂
3 讨论
铸铁及铸铁固态退火脱碳技术是我国战国晚期至汉晋时期诸多冶铁遗址的重要技术类型,渑池遗址亦如此。由宏观形制可知,本文分析的14件板材与47件犁铧冠均属于铸造成型制品,经检测后进一步确定有30件器物经退火脱碳处理。(表5)结合4件生铁渣的性质、犁铧冠的“黽”字铭文、遗址同出的配套铁范等信息,可判断数量占比较大的第一类铁板材与有“黽”字铭文或无铭文的犁铧冠均应属于本地生产产品。
本次分析的铁器存在多种铭文,但不同铭文铁器的生产技术无明显差异。技术类型相同的前提下,不同铁器的工艺特点可能存在区别。因此,本文将从功能、材质、微观结构与具体工序等角度,进一步剖析两类铁器的工艺特点。
作为渑池遗址的生产产品,铁板材与犁铧冠的功能与生产流程不同,而这种差异也体现在了渑池工匠对两类器物的钢铁材质选择上。
渑池遗址的14件铁板材质以白口铁与麻口铁为主,仅1件为铸铁脱碳熟铁(MZH1:1-64)。综合以往分析的3件铁板样品也属于铸铁制品(白口铁[7]和灰口铁[8]),可初步推测渑池遗址铁板材的产品类型以生铁器为主,退火件为辅。铁板材属于中间产品,铸成后还需经退火脱碳、二次锻打成型等工序才能制得终产品,且终产品功能不同,含碳量控制与热处理细节存在区别。以生铁为主的板材,将大大提高其后续可加工的灵活性。
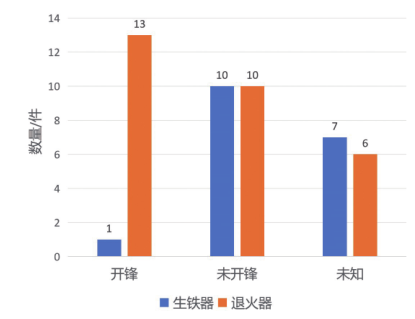
相比之下,本次分析的经退火的犁铧冠包括29件退火器和18件生铁器,数量远高于铁板材。犁铧冠属于起土农具,功能性质明确,铸造成型后经退火脱碳可改良器物的性能。而部分犁铧冠刃口经打磨开锋,说明刃口的机械处理也属于犁铧冠生产的重要工序之一。经统计发现,犁铧冠的退火处理与开锋处理可能存在一定先后顺序。
犁铧冠刃口加工情况如图6所示,刃口开锋的样品主要为退火器,仅1件(MZH1:333)为生铁件;而刃口未开锋样品中,生铁器与退火器占比相当(10:10),若不考虑外地铭文产品,未开锋的生铁器占比还将进一步提升(10:7)。这种数量占比规律在一定程度上说明犁铧冠的退火处理先于刃口开锋工序。由上,渑池遗址犁铧冠的生产完整工序则是:先铸造成型,经批量的铸铁固态退火脱碳处理,再进行刃口打磨。未开锋的生铁器与退火器可能属于未完工的中间产品,经开锋处理的1件生铁器(MZH1:333)则可能属于偶然性样品。
图6 犁铧冠刃口加工情况统计图
铁范铸造是渑池遗址铁板材与犁铧冠的生产特点之一。61件铁器样品多取于器物范线与边缘残断处,其中31件生铁器有22件观察到粒径在150~1000μm的大型球形孔洞,30件退火样品中仅3件韧性铸铁的芯部高碳区域观察到类似特征。大型球形孔洞的出现可能与铁范铸造工艺有关。铁范透气性与导热系数区别于陶范,铸造过程中,接触金属范腔的铁液快速冷凝,形成器型外壳,范腔内气体排出不及时则可能在器物内部形成此类大型泡孔。退火样品内大型球形孔洞出现率大幅度降低,可能反映退火处理对此类铸造缺陷的消除。退火时,铁器内部将发生渗碳体分解、α-Fe的聚合、碳元素氧化、气体生成与外溢等行为,铸造产生的大型球形气泡可能随之排出,从而降低了退火件内部大型球形孔洞的出现概率。
固态退火处理是渑池遗址犁铧冠的加工工序之一。分析结果显示,29件经退火的犁铧冠样品脱碳程度差异性较大,不同样品含碳量水平不同,碳分布特征多样,存在脱碳铸铁、韧性铸铁、固态脱碳钢和熟铁等多种钢铁材质,且韧性铸铁还包括不同组织形态。这些差异性可能由退火窑的批量化生产造成。战国中晚期至魏晋时期,我国铸铁固态退火处理常在两室结构的反射式窑炉内进行,窑室内氧化氛围与温度分布不均,导致难以获得材质统一的铁器产品。
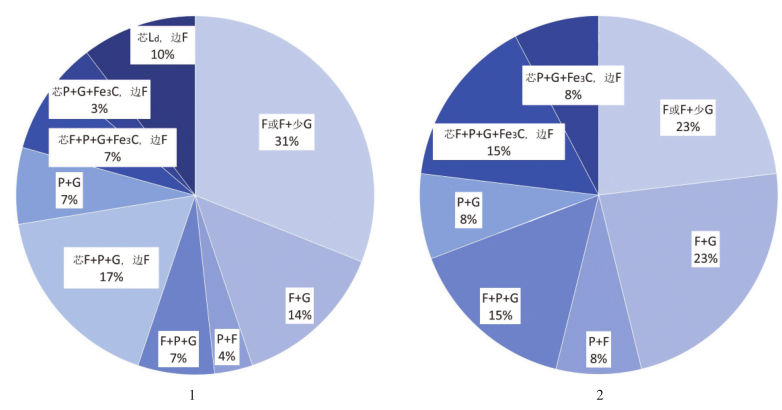
尽管无法避免产品材质的多样性,但随着古代工匠对钢铁材料与加工工艺的理解不断深入,仍能通过控制退火窑生产的过程参数,来获取更多适合后续加工与使用的理想产品。金相组织结构、含碳量水平与碳分布的综合特征是影响铁器使用与加工性能的重要参数。因此,各类材质的退火产品数量占比可在一定程度上反映工匠对产品的选择与生产的控制。经退火处理的犁铧冠样品按照具体的金相组织类型统计如图7所示。
1.开锋、未开锋退火器 2.开锋退火器
(“芯”指器物内部组织,“边”指器物表面组织,“少”指数量零星;F为铁素体组织,G指团絮状石墨和球形石墨,P为珠光体组织,Fe₃C特指一次渗碳体,Ld为莱氏体组织)
由图7可知,无论开锋与否,犁铧冠均以铁素体组织为主的低碳器物占比最高,金相组织为F或F+少G与F+G者约45%;以共析钢或亚共析钢组织为主的铸铁脱碳钢与韧性铸铁器物(P+F;F+P+G;芯F+P+G,边F;P+G)占比居其次,为31%~35%;而残留一次渗碳体或莱氏体组织的脱碳铸铁与韧性铸铁(芯Ld,边F;芯P+G+Fe₃C,边F;芯F+P+G+Fe₃C,边F)占比最低,在20%~23%。显然,经退火处理的器物中,随含碳量的显著增加,犁铧冠数量依次递减,而这种数量占比规律说明渑池工匠更倾向于获取材质均匀的中、低碳犁铧冠产品。这种倾向性也反映了渑工匠对铁器功能、材质、加工工艺关系的深入认识。
从材质性能的角度看,作为起土农具,含碳量相对较低的熟铁、铸铁脱碳钢、韧性铸铁优于残留一次渗碳体与莱氏体组织的钢铁材料。后者局部脆性较高,器物易在强烈碰撞时发生断裂,不利于农耕作业。
从工序质量控制的角度看,渑池工匠可在退火生产环节,通过增加鼓风强度与高温脱碳时长等方法,来提升中低碳材质的犁铧冠产品占比,降低残留一次渗碳体与莱氏体组织的不良产品出现概率,达到优化生产的目的。退火窑批量化脱碳生产时,在窑炉形制、燃料类别、生铁原料成分等参数确定的前提下,鼓风强度与脱碳时长是影响产品脱碳水平的核心参数。其中,鼓风强度越高,供氧量越足,炉温越高,脱碳效率越好;高温下,脱碳程度则会随脱碳时长的增加而增加。
本次分析的61件铁器与2件生铁渣的铁颗粒内观察到了一些粒径小于10μm的细小非金属夹杂,这些夹杂物特征与山东章丘东平陵故城铸铁遗址出土的汉晋时期铸铁及铸铁退火制品相似,类型可概括为硅钙系夹杂、硫化物夹杂、SiO₂夹杂、Fe-Mn-Si-P-O系夹杂、CaO⋅Fe₂O₃夹杂、FeO夹杂,以及这些夹杂物通过碰撞、混合、氧化、吸附、析出等方式形成的多种复合夹杂。铁质文物的夹杂物往往蕴含了诸多技术信息,现对这些夹杂物的成分来源、形成机理及其反映的技术特点等进行讨论。
铁质文物非金属夹杂物的成分来源主要分为两个方面:一是以炉渣、炉衬、矿石、燃料灰分以及助熔剂为主的外部来源;二是铁料Fe、Si、Mn、P、S、Cr、V、Ti等自身元素为主的内部来源。钢铁生产中,外源组分通常是以机械混入的方式进入铁料内部,由其主导形成的夹杂可称为外生夹杂;内源组分则是在铁器冷却、热加工过程中,钢铁自身元素通过析出、氧化、碰撞聚合、二次反应等行为形成的夹杂,这类夹杂可称为内生夹杂。内生、外生夹杂最典型的区别在于成分。通常,冶炼过程中,Na₂O、MgO、Al₂O₃、CaO、K₂O等不能被还原的化合物即为外生夹杂物的典型成分;而内生夹杂物则仅由Fe、Si、Mn、P、Cr、V、Ti等可还原元素的硫化物、氧化物、氮化物组成。显然,渑池铁器内观察到的硅钙系夹杂、CaO⋅Fe₂O₃夹杂及其形成的复合夹杂均可视为外生夹杂;而MnS夹杂、MnS-FeS夹杂、SiO₂夹杂、Fe-Mn-Si-P-O系夹杂、FeO夹杂等则为典型的内生夹杂。
硅钙系夹杂是渑池样品内最常见的夹杂类型,发现于25件生铁器与19件退火器内,多为球形或无规则流体形,与冶炼、熔炼、铸造阶段的液态炉渣混入及冷凝有关。
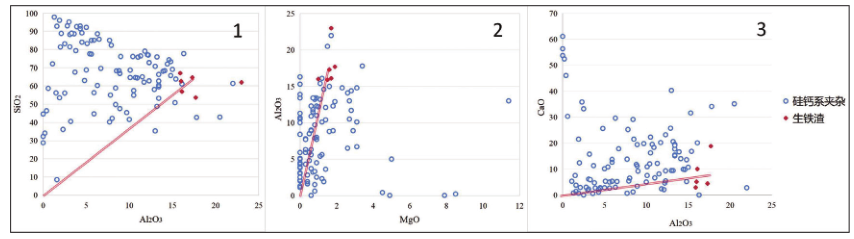
对比硅钙系夹杂与生铁渣成分,如图8-1所示,可见大多数硅钙系夹杂物的SiO₂-Al₂O₃分布相较于炉渣发生显著偏移,且呈现出负相关特征,这说明此类夹杂SiO₂成分来源多样,除生铁渣外,还受到了铸铁自身元素氧化产物SiO₂的影响。其次,Al₂O₃、MgO、CaO均属于非还原化合物,具有明确的外源性质。图8-2显示,硅钙系夹杂Al₂O₃-MgO数据集中分布于生铁渣数据至原点的直线附近,说明夹杂物这两种元素来源主要受均质相炉渣影响。而图8-3显示,硅钙系夹杂CaO-Al₂O₃数据离散度高,且与生铁渣线性拟合度较低,数据整体朝CaO偏高的方向发生偏移。这说明渑池铁器内硅钙系夹杂CaO成分的引入模式复杂,结合生铁渣中CaO含量波动以及45761内出现纯CaO物相等现象,初步判断硅钙系夹杂CaO成分特征可能受高炉生产时高钙物质的添加及其成渣状态所影响。相对应,渑池样品的CaO⋅Fe₂O₃夹杂仅见于2件退火器内,呈粒径小于2μm的均质球形,其CaO成分也可能源自于高炉生产环节的高钙物质,而CaO⋅Fe₂O₃夹杂的形成则可能还与退火过程有关。
图8 硅钙系夹杂与生铁渣二元成分分布图
硫化物夹杂是渑池样品内最常见的内生夹杂,6件生铁与13件退火器物内有发现,以MnS或MnS-FeS为主要成分,属于钢铁自身元素在铸造、退火等环节析出形成的夹杂物。古代铸铁内的Mn、S来源有矿石、重熔铁料、炉壁、燃料、助熔剂等入炉物质。高温强还原气氛下,Mn被部分还原进入铁水,易与一同进入铁水的S形成MnS。高温下,铁水对MnS的溶解度高。伴随温度下降,铁水凝固,硫化物的溶解度将降低,MnS将以固溶体或夹杂物的形式存在于铸铁内。而铸造阶段形成的硫化物夹杂,成分类型、数量、尺寸、形貌等特征主要受Mn、S、MnS溶解度及其冷却过程的影响[9]。若铁水Mn、S含量较低,铸铁冷凝析出的硫化物总量有限,对应夹杂物尺寸小且数量少。若S元素含量过高,则还可能生成FeS,对应形成MnS-FeS夹杂与FeS夹杂。而退火过程又将造成铁器硫化物夹杂数量、尺寸、圆度等特征的二次变化。研究表明MnS溶解度会随铁器含碳量下降而逐渐降低,固溶于铁器内部的MnS将二次析出并长大形成新的硫化物夹杂,退火时长、退火温度是重要参数[10]。基于此,渑池样品的硫化物夹杂以MnS、MnS-FeS为主,数量少,尺寸小,粒径集中于3μm以下,退火器的硫化物夹杂数量略多于铸铁器。这些特征说明渑池铁器的Mn、S元素总含量较低,硫化物夹杂对钢铁材质性能影响较小,而这批器物中S元素的引入与煤无关。
铸铁自身元素的氧化产物会形成多种夹杂类型,渑池样品以SiO₂夹杂与Fe-Mn-Si-P-O系夹杂最为典型。不同元素与O的结合能力有强弱,对应氧化顺序有先后。通常,Ti、Si等元素与O的结合能力最强,其次为Mn、V、Cr等元素,最后为Fe、P等元素。因此,不同成分的氧化物类型内生夹杂可能形成于生产的不同环节。
渑池样品的SiO₂夹杂出现于1件生铁器与4件退火器内,多呈均质球形,区别于外部石英颗粒引入形成的夹杂,属于铁料自身Si元素氧化析出形成的夹杂。高炉生产的Si元素来源多样,高温强还原气氛使其被部分还原进入铁水。生铁器内出现SiO₂夹杂,说明铁水的Si在浇铸过程中与空气中的氧气发生反应,生成SiO₂并形成夹杂或混入硅钙系夹杂。未被氧化的Si以化合物形式存在于铸铁内,并在退火环节被二次氧化形成新的夹杂。渑池退火器的SiO₂夹杂较难判断其具体的生成环节。
渑池样品的Fe-Mn-Si-P-O系夹杂仅见于熟铁内。相类似,章丘东平陵故城出土同时期的铁器,也仅在退火器的铁素体组织内观察到此类夹杂物,其研究指出铸铁退火脱碳过程可分为前后两个阶段:前阶段脱碳水平一般,铁基体仍具有一定含碳量,发生硫化物的析出与Si的氧化,以及相应夹杂的形成;后阶段铁器脱碳至铁素体组织为主,发生硫化物与Fe、P元素的氧化,以及Fe-Mn-Si-P-O系夹杂的形成[11]。在形成机理相似的前提下,渑池样品Fe-Mn-Si-P-O系夹杂的尺寸与出现频次略区别于东平陵铁器。渑池经退火的器物30件,仅在3件熟铁样品内发现Fe-Mn-Si-P-O系夹杂,且夹杂粒径普遍小于5μm。东平陵经退火的样品30件,16件F或F+G样品与1件F+P样品内发现Fe-Mn-Si-P-O系夹杂,部分样品内夹杂数量极多,粒径甚至超过60μm。
显然,铸铁退火脱碳过程中,Fe-Mn-Si-P-O系夹杂的形成往往伴随铁基体的氧化与损耗,将之视为脱碳过度的参照物,则渑池样品的退火控制优于东平陵样品。这种优越性的出现还可能与分析器物的考古背景有关系。渑池样品为窖藏坑出土,属于作坊产品;东平陵样品出土于地层或废弃堆积,可能为作坊次品或废品,故过度氧化现象相对严重。
本次分析的渑池铁器与东平陵故城出土铁器的时代、技术类型、夹杂物相近,综合两项研究结果,可总结出相似铸铁及其固态脱碳制品的夹杂物总体特征:第一,外生夹杂物总数少,尺寸小,以粒径小于10μm的球形为主,类型以硅钙系为主,第二,内生夹杂物以MnS、MnS-FeS、SiO₂、Fe-Mn-Si-P-O系等为典型,具体类型及其数量占比与铁器含碳量有一定对应关系,Fe-Mn-Si-P-O系夹杂主要见于铁素体内;第三,内生夹杂物数量与尺寸会伴随铁基体碳含量的降低而逐渐增加,但总体尺寸仍较小。两汉时期,铸造成型的铁板材需经锻打成器方可使用,犁铧冠亦存在刃口经锻打加工的案例。锻打过程还可配合多种热处理工序,随之器物金相组织、含碳特点发生变化,将难以通过这些信息全面了解铁器的生产工艺。但是,铸铁及其固态脱碳制品的夹杂物尺寸普遍较小,后续的锻打与热处理环节将难以消除这些夹杂物所携带的技术信号,继而可将这些夹杂物的总体特征作为技术判定的重要线索。
4 结论
经分析确定,渑池遗址的板材与犁铧冠、炉渣样品均属于生铁及生铁固态退火脱碳产物,对应的高炉生产可能发生于渑池遗址上,且生产可能使用了高钙类助熔剂。板材与犁铧冠两类产品的工艺特点有所区别。作为中间产品,铁板材以生铁件为主,退火件为辅;作为功能明确的农具,犁铧冠的中、低碳制品占比更高。渑池犁铧冠的完整工序为:铸造成型—利用退火窑开展批量固态退火脱碳处理—刃口打磨开锋。犁铧冠的退火脱碳环节生产控制得较好,可能通过准确控制鼓风强度与退火时长,来获得更多的中、低碳产品,同时未出现明显的过度氧化现象。
此外,本研究以技术背景明确的犁铧冠与板材为基础,阐释了其夹杂物的形成机理,总结得到铸铁及其固态脱碳制品的非金属夹杂物特点组合,可作为同技术的钢铁制品及其后续加工产物的判定线索。