广西合浦汉墓出土青铜器的分铸法
关于商周青铜器的分铸技术,学界已有诸多研究。华觉明先生全面考察了殷墟小屯妇好墓商周青铜器群,指出其复杂器型的获得关键在于使用了分铸法(铸接)。他将分铸法(铸接)分为后铸法与先铸法。后铸法,先铸器体,再在其上铸接附件,又可分为榫卯式的铸接和铆接式的铸接两种形式。前者在铸造器体时,已于预定部位铸出接榫,然后在器体上安放模具、制范,或安放分范,浇铸附件,以便和器体形成榫卯式的铸接。后者是在器壁预铸孔洞,然后于器壁合模、制范与浇铸,依靠金属液的凝固收缩使联接构件紧贴器壁。先铸法,先铸附件,再放入陶范和器体铸接,一般采用榫卯式的铸接[1]。学界对分铸法的定义非常清晰明确。
美国弗里尔美术馆曾在20世纪中期对其收藏的东周青铜鼎(Ting SC613)进行了破坏性的切割解剖,以观察其铸接工艺[2]。当前文物保护意识强化,且有CT断层扫描技术等辅助观察手段,可以避免为了研究而破坏器物,如日本泉屋博古馆与九州国立博物馆对大量的商周青铜器做了透射扫描工作[3]。苏荣誉的《盖钮铸铆式分铸的商代青铜器研究》[4]和刘煜的《试论殷墟青铜器的分铸技术》[5]等论文,也对商代青铜器的铸接技术进行了深入讨论。
相比之下,学界对汉代青铜器的铸造技术研究则并不充分,尤其缺少详尽的个案观察与分析。因参与主持广西合浦汉墓出土青铜器修复项目,笔者对其中的两件汉代青铜器进行了观察研究。本文依据华觉明先生对分铸法的界定,在对合浦汉墓这两件青铜器内部结构描述的基础上,重点分析其技术成因,并探讨其与中原青铜器在工艺技术上的联系。
三足圆鼎是岭南系青铜容器中的常见器物,其造型特征为盘口或敛口,外撇的实心扁条形或锥状足。西汉晚期开始,越式鼎特征逐渐消亡,而呈现中原鼎的形态,如足变为扁平兽蹄足,呈现中原化的趋势[6]。本文从青铜器制作技术的角度对合浦汉墓出土西汉早期圆鼎进行考察,所见分铸技术及铸工的工艺手法呈现出与中原鼎类似的特征,但也有所不同。
观察对象为合浦汉墓出土两件器物,分别为M43:5和M99:6圆鼎。M43:5,敛口,圜底,三高蹄足,盖上带钮。一足脱落,一足残缺,两钮脱落(图一)。M99:6,敛口深腹,圜底,三高蹄足。一足断为两截(图二)。两件器物与西汉早期岭南系铜鼎的实心扁条足或实心锥状足不同,为带泥芯的高蹄足。M43位于广西合浦文昌塔西北约305米,为西汉早期墓。M99亦为合浦西汉早期墓。墓葬年代上限为公元前206年(西汉始年),下限为公元前111年(汉武帝元鼎六年)[7]。

图一 M43出土西汉早期鼎

图二 M99出土西汉早期鼎
两件鼎的主体铸型结构类似,上腹部使用三块纵向分型的范块,下腹部使用一块整范,上下腹部范块之间使用了水平分型的结构。M43:5鼎盖内壁可见颜色深灰的铆头,其上有十字形记号线(x),另有两钮脱落,可见钮与铆头连为一体,露出鼎盖穿孔(k)(图三)。观察M43:5鼎内壁,下腹部鼎足对应位置可见圆形铆头,上腹部鼎耳对应位置可见两枚相邻的铆头(图四)。M43:5脱落鼎足正面可见范线及芯撑孔(图五,a),其背面可见范线及部分残留腹壁,腹壁内侧有圆形铆头(图五,b)。器物的内部结构无法通过肉眼观察获得,使用中国科学院高能物理研究所的160kv-65uA-X射线三维分层成像仪辅助观察,M43:5脱落鼎足正面X光成像可见中央有一实心块状结构(e)(图五,c),M43:5脱落鼎足侧面X光成像可见e位于鼎足与腹部连接位置(图五,d)。使用中国科学院高能物理研究所6MeV加速器射线源高精度断层扫描设备为M43:5做DR成像,可见另一足与鼎腹连接部位结构与上述一致,两耳实心(图六)。腹内残留禽类或小型两栖类动物骨骼,鼎曾被使用过,清理后本拟做DNA分析,但因埋藏环境酸性土壤中蛋白质流失严重,未果。

图三 M43:5鼎盖

图四 M43:5鼎耳及足的铆头
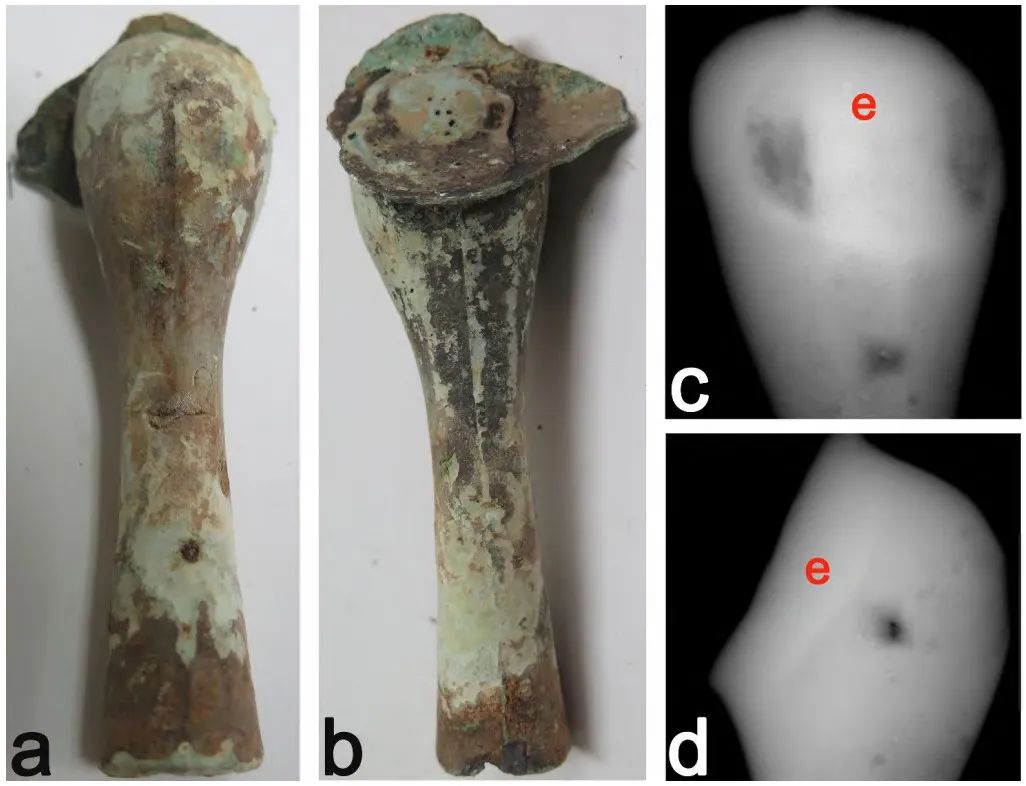
图五 M43:5足部残片的外观及X光成像
图六 M43:5的DR成像
为确认M43:5鼎足及鼎耳与腹部的连接结构,进一步使用中国科学院高能物理研究所的6MeV加速器射线源高精度断层扫描设备进行CT断层扫描,观察器物内部结构(图七)。脱落鼎足的实心结构e与腹内壁铆头为一体铸成,再结合图五,b,铆头周围溢出金属与腹内壁的叠压关系可以确定,鼎身先铸,鼎足后铸,两者通过“铆接式的铸接”结合。图七,b为M43:5脱落鼎足的横截面CT扫描图像,结合图七,a及图五,c,可知实心结构e是用于连接足部外壁与铆头的结构。通过图七,c可知实心鼎耳与鼎身之间亦通过铆接式的铸接技术结合。

图七 器物M43:5的CT断层扫描
M99:6鼎上腹内壁可见圆形铆头,其上有十字形记号线,工艺手法与M43:5一致,鼎耳与鼎身通过铆接式的铸接结合(图八)。鼎足与鼎身亦为两次铸成,从鼎足根部溢出金属与鼎腹部叠压关系可知鼎身先铸,后铸接鼎足。鼎足部位对应的腹内壁平滑,没有连接结构的痕迹。从范线可知其鼎足采用对开分型,分型方式也与M43:5鼎足一致(图九)。

图八 M99:6的鼎耳铆头

图九 M99:6足与腹的叠压关系
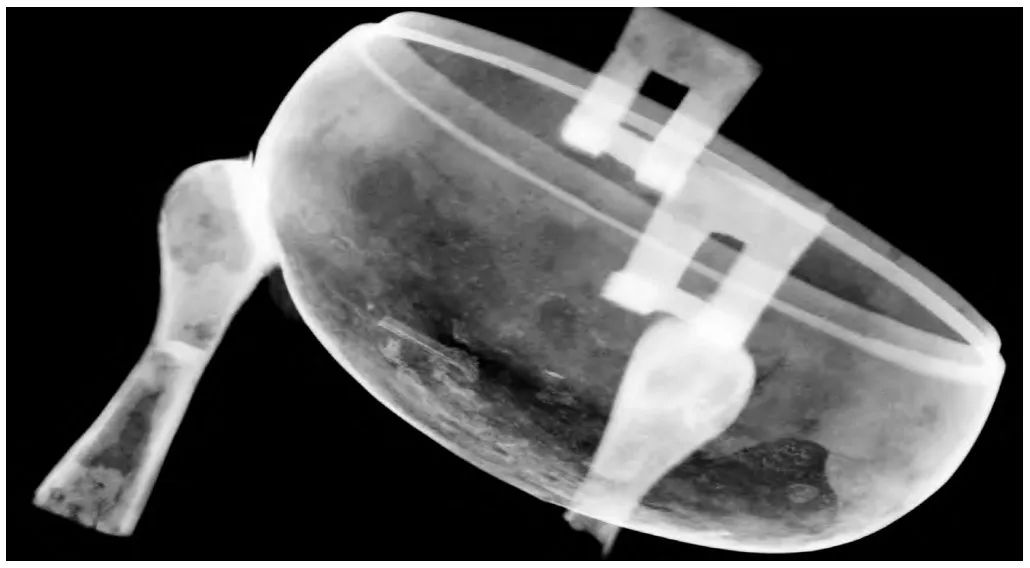
为进一步了解器物内部结构,采用X光成像辅助观察M99:6(图一〇)。鼎足与鼎腹部分铸的接缝和铸接结构清晰可见(图一〇,s)。鼎身与鼎足接触面中央有不规则形状实心结构,成因及用途不明,有待进一步清理器物并观察。从器物X光图像还可见鼎腹部的垫片分布,鼎腹部的水平分型线也清晰可见。

图一〇 M99:6的X光成像
为观察X光图像中尚未完全明确的s部位结构,笔者清理了相应破碎鼎足的泥芯,留待进一步研究(如通过岩相分析产地)。清理后可清晰观察鼎足与鼎身的铸接结构,可见不规则形状的实心结构叠压在下层金属块表面,不规则形状实心结构与鼎足内壁连为一体(图一一)。综合上述现象与图九、图一〇,可确定鼎身先铸,腹底外壁预留凸榫,然后将足部铸型套在榫头上,浇铸足部时,金属在榫头表面流动性降低而未完全充型,形成鼎足内靠近腹部处不规则形状的实心结构。如果铸造时完全充型,挖去足内泥芯后应不见榫头暴露,可见这件器物所用的榫铆式铸接易形成缺陷。

图一一 M99:6铸接足部的内部结构
分铸铸接技术制作青铜器在中原地区早已有之,有学者为了解青铜器的铸接工艺,还曾切割青铜器,以了解器物主体与附件之间的铸接工艺。如弗里尔美术馆为观察研究器物的分铸铸接工艺,曾将所藏东周铜鼎切割以观察剖面(图一三)。可见足部与鼎腹部的连接结构和铸接关系。足部先铸,挖去足内部分泥芯,再将先铸的足嵌入器物主体铸型,二次铸造后实现主体与附件的连接。图示器物较为特殊,铸成的器物足部损毁,遂进行了第三次补铸,一只新的足部将原先损毁的足部包裹[8]。国内也有学者对山西出土东周圆鼎的鼎足及鼎耳连接部位进行切割以观察断面[9],工艺细节与弗里尔美术馆所藏铜鼎类似,先铸耳部,再铸接鼎身主体。
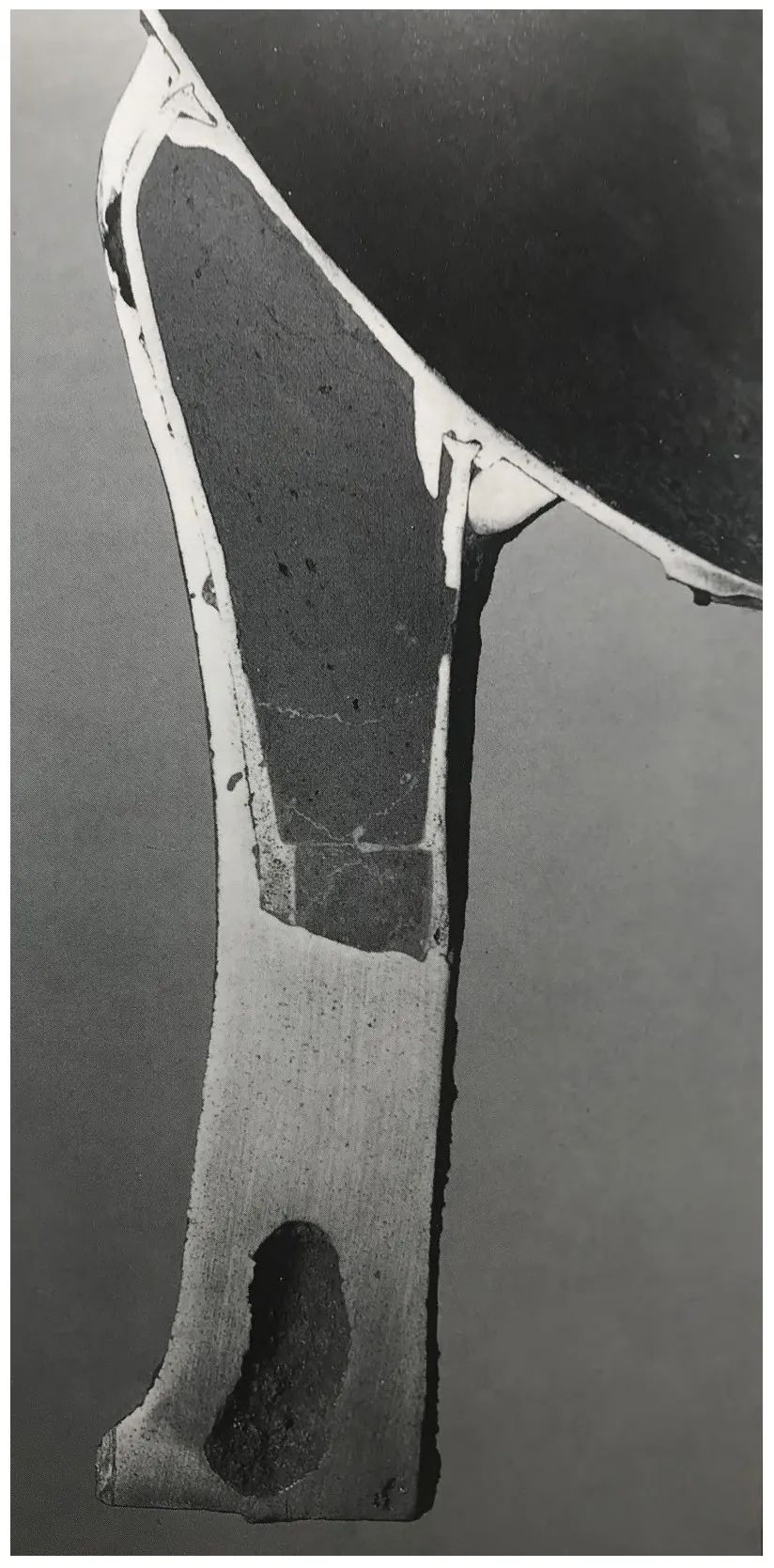
图一三 弗里尔美术馆藏
甘肃、山西、陕西、河南等地出土的汉代中原系鼎,也见到过使用铆接式铸接技术连接器物主体与附件的。例如,笔者曾经修复研究的甘肃礼县博物馆藏圆顶山地区出土西汉圆鼎鼎盖(图一二),其内壁可见椭圆形铆头,其上有十字记号线,鼎盖与钮通过铆接式铸接结合。通过铆头周围溢出金属与鼎盖内壁的叠压关系可知,鼎盖先铸而钮后铸。三枚铆头上的细节特征高度一致,说明多枚铆头曾使用同一工具压印型腔。

图一二 礼县出土西汉鼎盖内壁的铆头
通过上述诸多现象的观察分析,可以明确合浦汉墓出土西汉鼎的铆接式铸接与榫铆式铸接工艺流程。鼎盖与钮的铆接式铸接工艺(图一四),先铸鼎盖a并预留三个穿孔,用鼎盖重新翻制泥芯b,用纤细工具穿过鼎盖预留穿孔在泥芯b上标记位置。为便于新翻制的泥芯脱模,这类鼎盖内壁口沿处不设折沿。使用压印工具c在上述三处被标记位置压印出带有十字记号线的凹陷,鼎盖与泥芯重新装配后,其便成为铆头型腔。制成钮部双合范d,其上有浇口。装配钮范、鼎盖与泥芯,当且仅当钮范型腔、鼎盖穿孔、泥芯上的十字记号线的交点三者自上而下重合时,浇铸钮部,才能成功实现钮与盖的铆接式铸接。十字记号线的定位作用显著,若不使用这一技巧,鼎盖与泥芯装配时,铸工无法确定穿孔是否恰好对准铆头型腔的正中,一旦不能对准,后铸的钮与鼎盖便会因连接面积过小而造成连接强度极低,成为次品。一些使用铆接式铸接的商代青铜器,内壁铆头还会有涡纹等装饰,其作用大抵和上述类似,是便于铸工定位而为之,是工艺技术使然;铸工在满足技术需求的同时也兼顾了艺术效果——使用纹饰代替定位线。

图一四 铆接式铸接示意图
鼎足为空心结构,其铆接式铸接比实心盖钮复杂。如图一五,a、b为足部双合范,f为分型面、c为泥芯、q为足部型腔。如果仅靠足部型腔上的某点与鼎腹预留穿孔对齐,会导致铸铆后足部与鼎腹的连接面积过小、强度极低,器物无法正常使用。于是铸工使用工具d,在泥芯端面挖出凹槽e,使其与足部型腔q连通,提高铆头与足部的连接强度。铆接式铸接形成的铆钉便位于图七所示实心结构e之上。如图一六,中心线右侧所示为铆接式铸接工艺示意图,先铸鼎身主体,在其腹底和上腹分别预留安装足部和耳部的穿孔k1和k,使用鼎身翻制局部内芯,脱模后在穿孔对应位置做出凹陷的铆头型腔,重新装配鼎身和内芯,确保穿孔与铆头型腔内的十字记号x对齐,装配足范与倒立鼎身,使足芯c底面凹槽e对准穿孔。耳部铸型由双合范m和n以及泥芯o组成,铸型r组装后,一侧型腔对准上腹部穿孔。将足部铸型、耳部铸型与器物主体一同装配,铸工才可熔炼一次金属,铸入浇口j1、j2、j4,便将足、耳依次浇铸完成。此时,铸型顶面是最便利的浇铸位置。使用铆接式铸接技术时,耳范最便于浇铸且能保证快速充型的做法是在顶面设置浇口j2、j4,位于倒立耳部的穿孔上方,耳部泥芯o顶端开槽成为浇道,使浇口内的液态金属快速充满耳部型腔,因此铸成后正立耳部穿孔底部中央有一实心条状结构,铸成耳部呈“回”形,这也是因为浇铸工艺的原因,使鼎耳造型不同于此类鼎常见的“门”形耳。
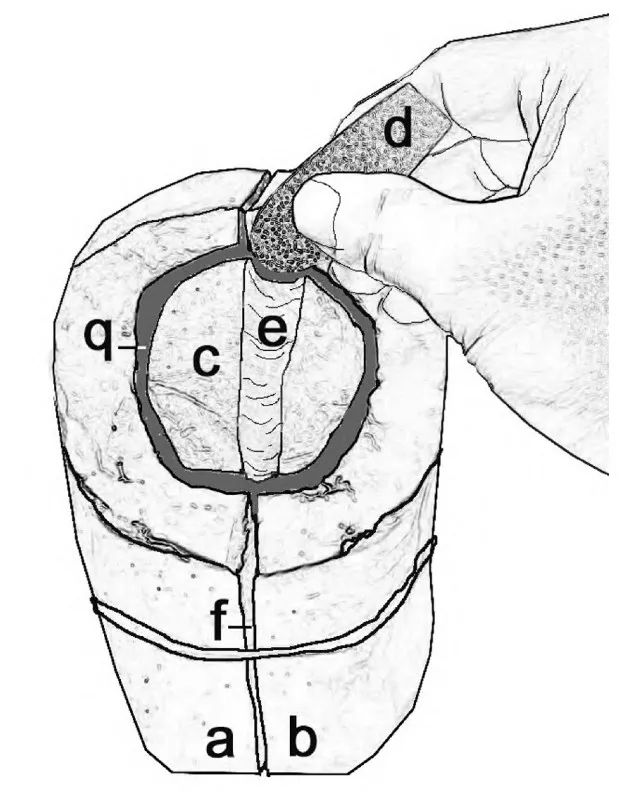
图一五 铆接式铸接的足部型芯修整
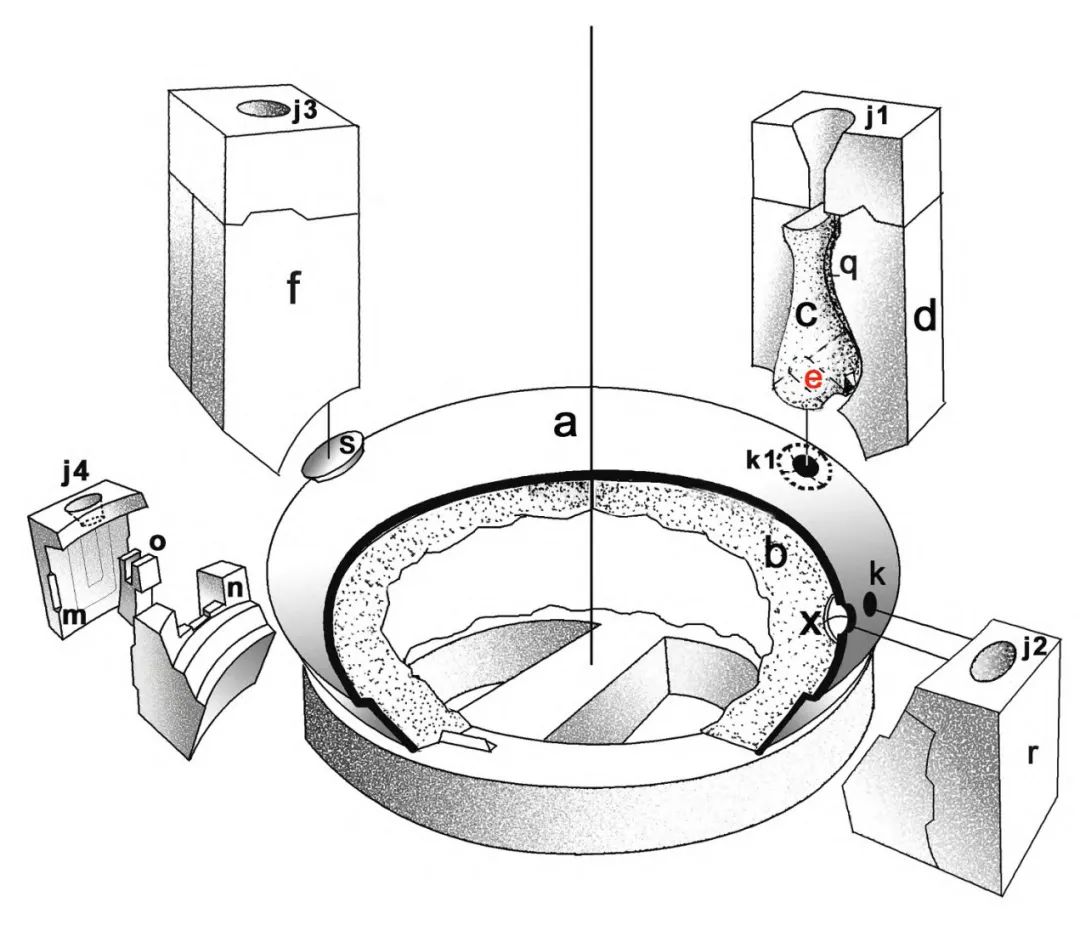
图一六 足部与耳部的榫铆式铸接与铆接式铸接
图一六中心线左侧图示可见合浦汉墓出土西汉铜鼎M99:6的足部铸接工艺。首先铸造鼎身并预铸出凸榫s,将制好的足范装配到倒立鼎身下腹部,使足部型腔套于凸榫s之上,浇铸足部后,鼎身与足完成榫铆式铸接。
M43:5的足与耳皆使用铆接式铸接与主体结合,而M99:6则同时使用了榫铆式铸接与铆接式铸接两种分铸技术将鼎足与耳连接到器物主体。从技术使用的水平和合理性来看,中原系青铜鼎在使用榫铆式铸接时兼顾了“壁厚一致”原则以及先铸附件再铸接主体的先铸法,最大限度地减小了铸造缺陷发生的几率。而合浦汉墓出土青铜鼎先铸器物主体时预留连接附件的凸榫,凸榫部位壁厚远远大于器物壁厚,凸榫部位易产生铸造缺陷,后铸附件时,金属液流动性衰减更快,造成充型不完全或者缩孔较多。因此,相对于中原系铜鼎,合浦汉墓出土青铜鼎的铸工在技术掌握方面更像是后学者。
对于M99:6,铸工在同一件器物上同时使用榫卯式铸接与铆接式铸接两种分铸法,影响铸工技术选择的因素大致如下:首先是器物的强度。足部横截面积较大,使用榫铆式铸接也能保证榫头强度,进而确保足与器物主体的连接强度。耳部截面积远远小于足部,如果使用先铸器物主体并预留榫头再后铸接耳部的方法,榫头截面积会更小,铸成耳部与鼎主体连接强度极差。于是铸工选择铆接式铸接技术连接耳部和器物主体。其次,使用铆接式铸接连接主体与附件,如铸工的熔炼和浇铸经验不足,铸后两者之间易有微小缝隙,易漏液,于是M99:6的铸工选择腹内壁无接缝的榫铆式铸接技术连接足部。使用铆接式铸接连接耳部与腹部的器物,有缝隙的连接部位的高度决定了器物烧煮时可以容纳液体的高度,铸工在跳不出铆接式铸接技术和铸接精度限制的前提下,想要保证制成的器物有更大的容积以满足使用者需求,最合理的改进方法便是将鼎的腹部变深,使铆接式铸接耳部的接缝比液面更高。
铸工在技术选择时,需要考虑的因素众多,除了使用者的习惯和要求,还要考虑生产工艺的难度、产品的强度和成品率等。铸工需要在权衡诸多因素后,选择某一相对适宜的技术解决实际问题,而不是因循其所掌握的单一技术。铸工所掌握的技术的丰富程度及水平,在很大程度上限制着他所生产的器物造型。铸工的技术类型足够丰富且水平较高,才能最大限度地实现他想要的造型设计,造型设计无法突破制作技术的限制。
综上所述,越式鼎特征消亡并呈现中原化趋势始于西汉晚期,而本文所见两件西汉早期墓葬出土青铜鼎所使用的榫铆式铸接与铆接式铸接技术以及铸工所用定位线的手法与中原系鼎相似度极高,其有很大的可能性受到中原系青铜器制作技术的影响。而器物深腹的造型特征和足部采用对开分型,又呈现出越式青铜器的特征,铸工所用铸接结构并没有中原鼎那样精巧和成熟,M43:5、M99:6两件器物的主体和附件采用不同的连接工艺,尚未形成稳定的技术模式,铸工的技术思想及对连接结构的理解仍有着明显的摸索和尝试的意味。这两件器物是中原系与岭南系青铜器制作技术融合下的产物,其制作年代属西汉早期,早于越式鼎造型呈现中原化趋势的西汉晚期,技术的流入在很大程度上影响了器物的造型变化。
[1]华觉明:《中国古代金属技术——铜和铁造就的文明》,大象出版社,1999年,第136~139页。
[2]Rutherford. J. Gettens, The Freer Chinese Bronzes, 1969, Vol. II, p.81.
[3]泉屋博古馆、九州国立博物馆编,黄荣光译:《泉屋透赏:泉屋博古馆青铜器投射扫描解析》,科学出版社,2015年。
[4]苏荣誉、董韦:《盖钮铸铆式分铸的商代青铜器研究》,《中原文物》2018年第1期。
[5]刘煜:《试论殷墟青铜器的分铸技术》,《中原文物》,2018年第5期。
[6]吴小平:《汉代青铜容器的考古学研究》,岳麓书社,2005年,第227~231页。
[7]广西文物保护与考古研究所编:《广西合浦文昌塔汉墓》,文物出版社,2017年,第17、400页。
[8]同[2]。
[9]吴来明等:《古代青铜铸造术》,文物出版社,2008年,第83页。
