中国描金工艺与日本莳绘的比较研究

图一 黑漆描金山水图海棠式盘 故宫博物院藏
故宫博物院收藏的漆器文物中有大量黑地金髹纹样的漆器,有传统描金器物,也有清宫仿制的仿洋漆,如黑漆描金山水图海棠式盘(图一),也有从日本进贡来的“洋漆”器物(图二)。笔者在故宫博物院从事漆器修复的过程中,有机会同时见到两种金漆工艺品,结合修复经验,对二者进行初步的比较研究,希望对今后的工作有所帮助。
下文分为四个部分:
1.名称比较,通过对中国金漆工艺的溯源与日本莳绘工艺名称与翻译的关系比较,明确二者之间的界定和分别。
2.结合历史文献资料,对两种工艺的历史和传承进行比较。
3.利用显微镜等检测仪器对材料细节和材质进行检测分析,对比二者材料成分的异同。
4.最后是对工具和工艺流程进行对比,并论证工艺的区别导致作品风格的不同。
通过本文的研究和梳理,希望对国内外金漆彩绘工艺的文物命名、研究和修复提供案例,为同类型文物修复方案的制定和实施积累资料。

图二 洋漆山水图海棠式盘 故宫博物院藏
一、名称对比
莳绘(Maki-e)是日本最具代表性的漆工艺技法之一,是一种用漆画出图案、借漆的黏性将重金属沫固定在漆器表面的漆艺装饰技法,以淡雅优美、精致华贵著称。
日本学者认为莳绘源于“末金镂”,该词最早出现于日本奈良时代《东大寺献物帐》“鞘上末金镂作”,末金即金沫,金屑,镂是磨显镂空的花纹。中国明代的《髹饰录》中有类似的工艺,归于填嵌门,“嵌金、嵌银、嵌金银。右三种,片、屑、线各可用。有纯施者,有杂嵌者,皆宜磨显揩光”。奈良时代的日本漆工学习中华“末金镂”用金银“鑢粉”制作“平尘莳绘”,传世名品包括海赋莳绘袈裟箱。此后,日本漆工不断创新,逐渐形成完整的莳绘工艺体系。
日语中“蒔繪”的“蒔”字,源于中国的汉字,有“播撒”的意思,《说文解字》载:“播时百穀。郑读时为莳。今江苏人移秧插田中曰莳秧。”因此所谓莳绘,就是撒粉绘画,将筛选出的金银粉放入粉筒,用漆做出图案以后,将粉抖落于纹样上面,这个过程就叫莳绘。依据漆面的高低和工艺步骤的不同主要分为平莳绘hira maki-e、研出莳绘togidashi,高莳绘takamaki-e和肉合研出莳绘shishiai maki-e。日本《东洋美术史》中谈道:明宣宗年间派人来日本学习莳绘,并给予莳绘技法一一对应的中文翻译名词,例如将梨子地叫做洒金或砂金漆, 把平莳绘和高莳绘叫做描金或泥金画漆, 把研出莳绘称做缥霞(漂霞)砂金。
日本各类漆工艺中莳绘工艺发展最为完善和成熟,最具代表性,因此莳绘这一名称也专指这一类工艺,不存在歧义,甚至由于其知名度而出现以这种工艺代指日本地区的现象。例如明代日本莳绘漆器在江浙地区盛行,这种工艺亦被称为倭漆,到清代改为洋漆。同样由于莳绘漆器在欧洲享誉盛名,英语中Japan(日本)也是漆器的代称。

图三 黑漆描金云龙纹戥子盒 故宫博物院藏
中国古代很早就出现金与漆结合的工艺,《髹饰录》乾集中称:“日辉,即金。有泥、屑、麸、薄、片、线之等”。但是金与漆结合的工艺却没有固定的名称,洒金、贴金、上金、泥金、描金、扫金等,按照不同的工艺动作有不同的称谓,在传播过程中受口音或误传的影响,不同的名称存在重复和混淆。依据《髹饰录》中的记载,可以与日本莳绘工艺类比的应当有洒金与描金工艺,以及嵌金银条目下的“沙嵌”工艺,在此基础上还有识文描金和描金觳沙金的结合工艺。
这些古代工艺现在作为漆艺非遗技艺依然在民间传承,只不过从文言文向白话文过渡的过程中名称有所变化,例如山西平遥地区的堆鼓描金罩漆,应该来自古代识文描金工艺。在传承过程中工艺技法又有所创新改变,如北京金漆镶嵌技法中的平金开黑与平金开彩,即彩绘与描金工艺的结合。在敷贴金箔的漆胎上用黑漆或彩漆描绘出图案纹样,类似于髹饰录在的黑漆理,彩金象。即使是相似工艺技法,各地域名称叫法也不尽相同,如福建省的晕金,在北京又称锼金,扫金,都是漆面即将干固时扫金粉形成浓淡虚实的过渡效果。因此,在漆器文物命名和工艺归类时,常出现诸如仿洋漆、金漆、描金、戗金、金漆彩绘等工艺混用,表述不清的问题,与日本莳绘相比较,中国还没有一个约定俗成的工艺名称特指这一类漆器,在文物研究、类比和介绍说明时应当进行细分和注解。
二、历史对比
中国古代从战国时期到汉代,漆绘装饰技法一直以单色线描与戗划绘制的几何纹样为主,南北朝时期,随佛教艺术传入的凹凸渲染法的影响,绘画的写实技法有了空前的发展,由于漆的颜色暗淡,质地黏稠,限制了漆画写实的需要,于是在描漆工艺的基础上,出现了以洒金(又名沙金)结合描画法的末金镂工艺,和以油料、催干剂(氧化铅)入漆的密陀绘工艺。这是中国描金工艺与日本莳绘工艺的基础。
盛唐时期的中国国力强盛,西域金工细作的首饰工艺传入中原,金银平脱和螺钿镶嵌成为漆器装饰的主流。可惜唐朝末期开始战乱不断,很多漆工艺在国内没有进一步发展完善。
8世纪的奈良时代,是日本全面学习大唐文化的时期,各类漆工艺,密陀绘、螺钿镶嵌、金银平脱、库露真、脱胎等随遣唐使一同传入日本。现在收藏在正仓院中的唐代金银钿装唐大刀,被很多工艺大师和研究学者公认为日本莳绘的源头。
9世纪以后,唐风雍容华贵、错彩镂金的审美受到抑制,宋代宫廷崇尚简约质朴的审美,漆器以雕漆和一色漆为主,多以造型取胜,质朴无华不加装饰。浙江瑞安仙岩寺慧光塔出土的识文描金檀木经函,可以反映宋代描金工艺依然以线描为主,线条简练而富有动感,与当时的白描人物画接近,但相比其他装饰工艺则显得纤巧含蓄。公元894年,日本废止遣唐使,断绝与中国的官方往来,摆脱唐风的局限,寻求与以平安风土人情相适应的清新淡雅的和风表现样式。日本漆艺开始走上独立发展的道路。
元朝在游牧民族统治下,中国漆器制作开始衰退,仅雕漆和螺钿工艺有所发展,出现张成、杨茂等漆艺名家。此时日本进入镰仓时代,莳绘工艺发展成熟,开始超越中国。
明代《帝京景物略》记载:“古犀皮、剔红、戗金、攒犀、螺钿市时时有,国朝可传则剔红、填漆、倭漆三者。”明陈霆撰《两山墨谈》云:“近世泥金画漆之法出于倭国,宣德间尝遣漆工杨某至倭国传其法以归。杨之子埙遂习之。又能自出新意,以五色金钿并施,不止循其旧法。”郎瑛在《七修类稿》中记录:“古有戗金而无泥金,有贴金而无描金、洒金……缥霞、彩漆,皆起自本朝,宣德间遣人至彼,传其法。”以上三段文字均记载了明代以雕漆、填漆为主,并派人从日本学习描金画漆之法。此时日本的莳绘工艺反过来开始影响了中国的描金工艺。

图四 莳绘花鸟纹琵琶 故宫博物院藏
明末清初,日本莳绘漆器传入清宫,受到清代帝王的喜爱,康熙评价“漆器之中洋漆最佳, 故皆以洋人为巧”,清宫档案还记录了雍正时期为了仿制洋漆专门新建无尘的窖房,他曾批造办处洋漆盒“漆水虽好,但花纹不能入骨”,此时中国漆工没有完全学习莳绘撒金罩明研磨的工艺,而是以金箔粉做表面的晕染。乾隆时期造办处档案中出现仿洋漆、洋漆、描金工艺混用的现象,并创制出大量新式的黑漆描金漆器,说明中国描金工艺发展成熟并结合宫廷吉祥图案和中国审美文化开始独立发展。
从历史文献的梳理可以看出,宋元时期对应的日本平安时代和镰仓时代是中日金漆工艺形成差距的关键时期,唐代之后,“末金镂”工艺在中国没能继续发展却在日本日臻完善形成莳绘这一日本艺术的代表,其原因可以总结如下:
首先,日本是岛国,一方面相对比较封闭,不易受到侵略、商贸等外界影响;一方面也善于自我守护,注重专利保护。日本重视文化的传承,历代皇室的重视和近代各类文化财团和日本人间国宝制度,对传统莳绘的传承发展起到保护和推动作用。这与中国古代破旧立新的王朝更替有很大差别。
其次是工匠地位的不同,古代中国封建等级制度非常森严,匠人处于社会的最底层,繁重的劳动却收入微薄,如有能工巧匠可以改善生活必定要让后代读书做官跨越阶层,所以好的技术并不容易积累和继承。相反日本人尊重心灵手巧的匠人,工匠也有一定的自由可以支配作品的创作,更出现画家亲自参与漆器图案的设计。为了完善作品,日本匠人进一步对工具材料进行研发。比如对金粉材料的大小、形状进行精制与细分,对笔和研磨工具等都进行了改良与发展,这是其莳绘作品精致细腻,层次分明,金漆浑然一体且经久不坏的基础条件。相比之下,中国民间工匠以粉末状的金箔碎屑作为描金材料,使得描金纹样浮于表面不够美观牢固,描金作品既缺乏精品的细致度和完整度,也因不耐磨损降低了实用性。
受地域文化影响下两国的艺术审美也有明显差别,自宋代以来崇尚“清水出芙蓉,天然去雕饰”的简约素髹之美,唐代富丽堂皇雍容华贵的金漆工艺逐渐没落,一色漆与雕漆此后成为主流,天人合一的思想使大国统治者亦不满足于奇技淫巧、纤巧细腻的审美趣味。日本则截然相反,日语“小さな美”,意思是小巧精致的美感。日本工匠认为神居住在细节之处,因此非常在意细节,崇尚精巧以达到极致。而且莳绘多以金粉为原料,佛教以金光寓吉祥、中医也有以金入药驱邪的传统,日本人遵从此意故将莳绘也赋予神意,莳绘精致细腻的制作技巧所体现的温润金光之美很快被普遍推崇,尤其日本武士阶层在家具、武器、文具(如印龙)上饰以黄金为荣耀。相比而言,中国对于金的态度则不同,在文人审美中金被视为阿堵物,是庸俗的象征,用金也多以含蓄点缀为主。
日本废止遣唐使以后,在相继出现的海禁、锁国等政策影响下,两国漆艺各自独立发展,明清时期虽然有国人学习倭漆、洋漆的记载,但是莳绘工艺最核心的金粉加工、制作流程和研磨技术并没有在中国普及。地大物博的内陆不乏各类能工巧匠,描金技法仅仅成为众多装饰工艺的补充,没有发展到极致。陶瓷、木工艺以及造纸技术的兴盛,一定程度上都替代了漆器的实用与装饰功能,尤其陶瓷技术的兴盛发展,使得中国漆艺脱离大众生活,越来越趋于被动和保守。近代以来,油漆化工涂料和塑料的进口,更进一步侵占了漆器市场,许多漆工艺门类几近失传。

图五 红漆描金山水人物图圆盒 故宫博物院藏
三、文物及工艺分析对比
(一)形式与内容对比
中国描金类漆器的器型比较多样,小到漆盒大到家具建筑构建都有,木胎为主,胎壁较厚。日本莳绘漆器胎体较薄,以几何形为主,对器型的边角和盒体嵌套、抽拉的功能多有考究。中国描金漆器画面的背景多选用黑色、红色、棕紫漆为底,日本莳绘主要用黑漆为底,其次是金地,偶尔也直接在木纹上绘制。中国描金工艺表面一般不罩漆(图三),金色比较纯,亮;日本莳绘金粉表面经过罩漆、擦漆、研磨抛光(图四),颜色偏暗,光泽比较统一。

图六 黑漆描金松竹纹四层方匣 故宫博物院藏
在表现内容上,日本莳绘花卉以樱花、菊花为主,中国描金图案则增加了各种吉祥花卉;树木都以常见的松柏为主(图五),日本多有藤蔓,且日本莳绘的松针有自己固定的程式特征(图六);动物纹样日本莳绘较为写实,多以生活中常见的鹿、兔、鹤、鸡为主,中国则加入了龙凤、蝙蝠等中华特有的祥瑞之兽。关于山石的画法,日本莳绘语言是偏向平面构成的,图案满莳金粉,惯以高莳绘营造浮雕效果,通过罩漆磨显来增加层次对比,并多以切金银片镶嵌于岸堤和山石边缘,富有装饰意味。中国的描金工艺则始终追随山水画的作画方式,以墨色线条梳理形象,或用金线勾勒边缘,并以晕金扫出金粉的疏密关系制造明暗纵深的效果。建筑图案两地有各自的地域风格特征,关于水纹的画法两地也有明显的差异。人物题材日本莳绘能明显看出日式和服和日本人物面部的特点。
(二)微观结构对比
借助显微镜图像,我们对日本莳绘与中国描金工艺对比,可以发现其材质上与工艺的主要差别,下面几张图左边都是日本莳绘漆器的局部,右边是中国描漆工艺的局部。
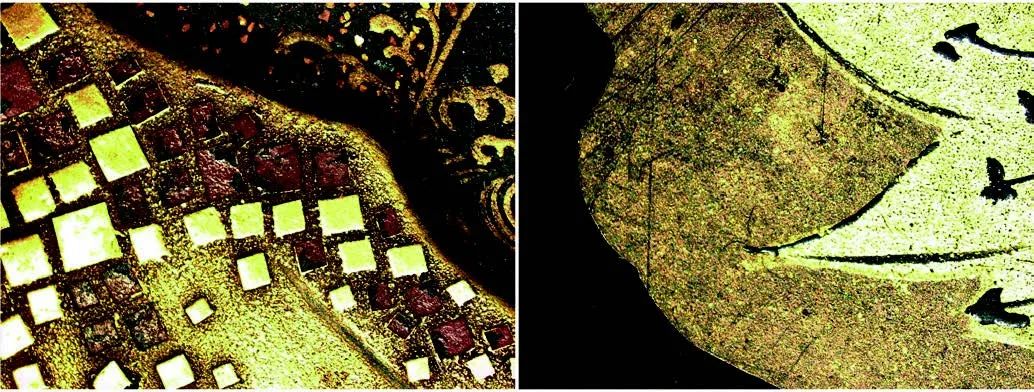
图七 莳绘与描金微观结构对比1
从图七可以看出日本莳绘工艺的金粉层有一定的厚度(图七),与镶嵌的金银片一样厚,具有浮雕感,放大的细节中看莳绘金粉有明显的颗粒感,并且边缘和突起部位经过打磨有光泽和深浅层次变化。右边中国的描金工艺的金层显得比较平面和单薄,放大看金粉因大小形状不一呈现碎屑状,由于金粉表面未经罩漆,时间久了金粉层会失色,磨损会出现划痕和漏底漆等问题。
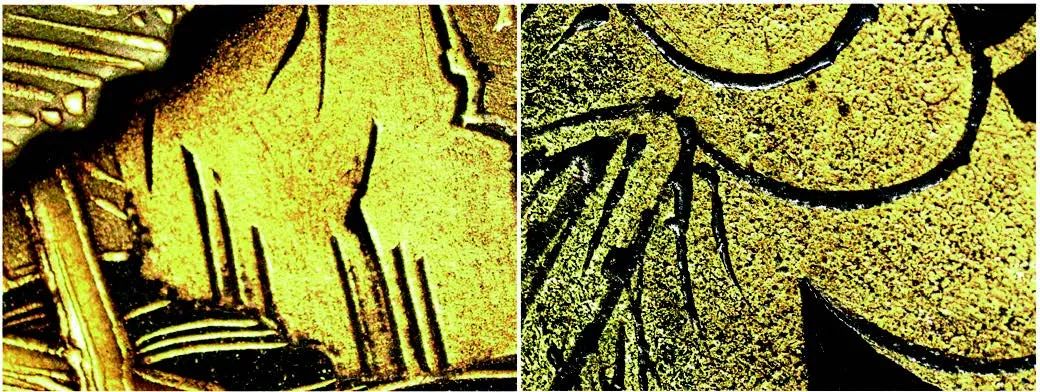
图八 莳绘与描金微观结构对比2
图八在图案边缘需要突出形象提炼线条时(图八),日本莳绘采用留白挤压和刀刻的方式,因此线条比较粗,有一定深度,并且线头两端有刀锋形成的方口和尖锐的棱角,右边中国描金工艺在提炼黑线时则是用黑漆勾边,线条交汇的位置堆高隆起,描漆线的力度不够略显轻佻,边缘有些粗糙,浮在金粉表面。
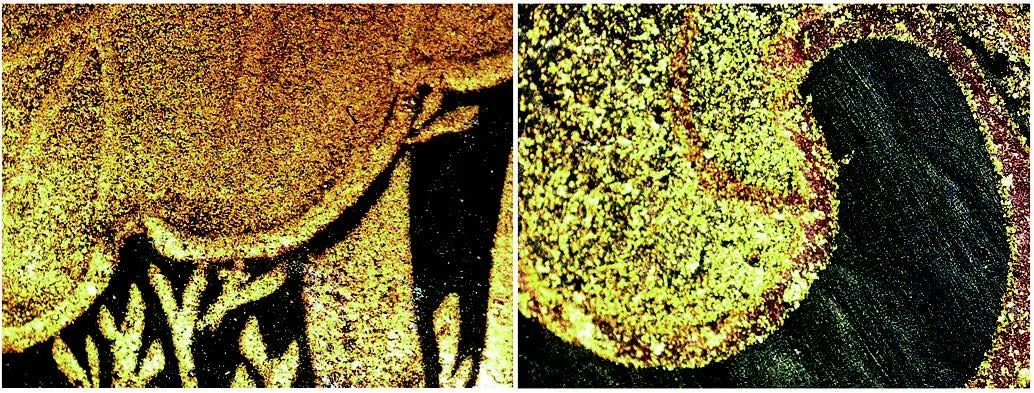
图九 莳绘与描金微观结构对比3
图九左右都是撒粉平涂叶片并以线条勾勒叶筋的图案(图九),从放大的局部我们可以看出左边莳绘叶片上的金粉颗粒比右边均匀完整,二者勾边的边缘线都有隆起,但是右边线条上所黏附的金粉已经磨损露出红色金胶漆。这种区别主要在于金粉颗粒的不同和有无罩漆研磨的影响。
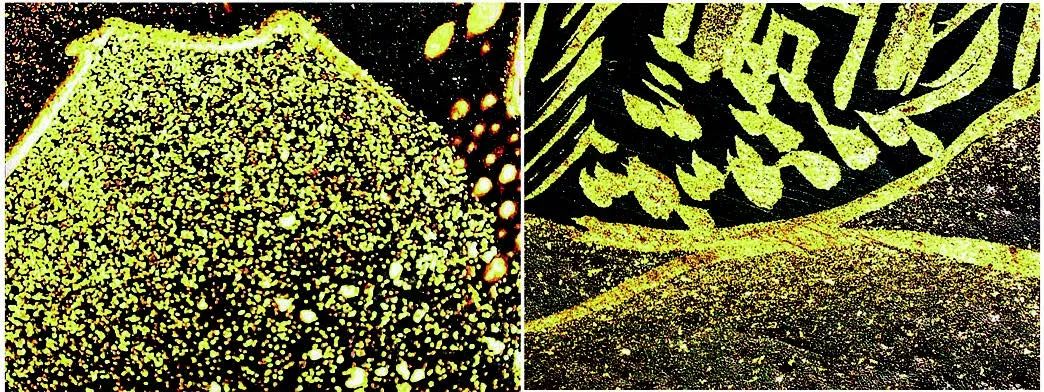
图一○ 莳绘与描金微观结构对比4
图一○用到了撒粉晕金的工艺(图一○),左边是莳绘,金粉颗粒由密到疏过渡均匀并且有一定的光泽;右边是中国的晕金工艺,金粉很细大小不一呈现细丝或碎屑状。关于树枝和水纹的部分的描绘,日本莳绘的线条更流畅挺拔且有顿挫变化,中国描金工艺的线条比较松动随意,这种区别可能是受限于工具笔尖弹性和漆液粘稠度不同所致,也可能是画工个人的风格与习惯的区别。
漆层对比:清代谢坤在《金玉琐碎》中记载日本莳绘“东洋画金浓淡疏密,居然似画,且漆色与金色绝不相混,灰尘亦不粘滞”。这是日本莳绘用漆比较讲究的体现,漆层比较平整坚固,漆色较为深沉,经过研磨抛光漆层如镜面一般不染尘埃。中国黑漆描金的漆层略有划痕且颜色偏紫或棕红,经过检测分析其漆层成分中还含有一定比例的桐油,明清时期中国漆器加入桐油已经非常普遍,加入桐油一方面可以降低成本,一方面还能延缓漆层干固留有时间洒金和调整,但是也因为桐油含量多所以漆的颜色不够深,并且漆层硬度不高容易划伤或附着力下降导致空鼓开裂。
金层对比:中国黑漆描金工艺所用的金粉是将金箔碾碎筛选出来的,因此金层很薄几乎和底漆保持在一个平面,除非是识文描金工艺有意将图案堆高形成一定的浮雕效果,而且由于金箔比较轻薄形状不规则,未经罩漆的部分也容易脱落,通过纱网研碎的金箔粉会呈现细丝和碎屑状,有浮于表面的感觉,这正是雍正评价造办处的仿洋漆“不能入骨”的原因所在。日本莳绘由于需要在金粉上固粉或罩漆研磨因此色泽稍显暗淡,但是经过打磨形成的金层断面自带一种金属反光的质感,层次比较丰富,与漆结合紧密有浑然一体的感觉,且不易磨损和脱落。
(三)工具与工艺对比
下面结合具体的工具和工艺流程,对两者的详细制作步骤进行对比分析。
1.过稿
描金工艺与莳绘工艺都是在已经磨平的漆面上进行的,中国描金关于过稿的方式各地区各个师傅的经验有所区别,基本上以钛白粉拓印和漏印为主。
日本莳绘是用薄而透明结实而又不渗水的纸,将设计好的形象用细铅笔清晰地拓下来,再在其反面用描漆笔调弁柄漆,沿其透过来的形象描画出极细的漆线。完成后再转印于已研磨好的漆面上,这种方式可以防止漆面沾染其他杂质被污染也防止划伤漆面。
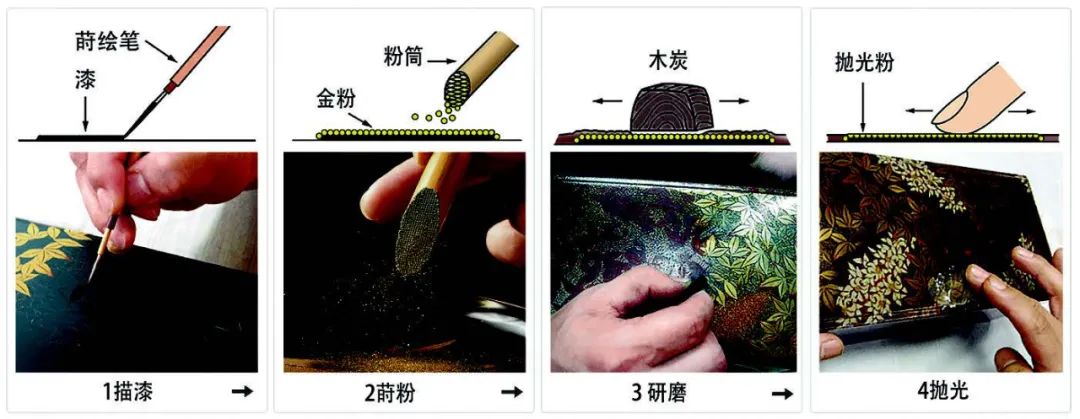
图一一 莳绘过程 作者绘制
2.描漆
根据笔者对各地漆工厂的考察,中国描漆工艺并无统一制作的特殊用笔,以韧性较好的鼠尾笔描线,以普通排笔或漆刷涂漆。日本则有专门生产的莳绘笔:最上等的是水獭背上的毛制成,廉价的可以用猫毛替代,长度可达5厘米,可以画出极细的线。这可能是莳绘善于画长线并且线条比较挺、比较稳的一个原因。涂地圆头笔和扁头笔:为了节省金粉不让漆浸没,涂漆的笔比较薄,以猫毛、兔毛或狐狸毛制作的薄漆刷,分大小号。圆头适用于画面积较小的块面,扁头适合大范围的平涂。下图是日本莳绘的一个基本过程示意图(图一一),日本工匠还会用到工具有指盘:套在手指上的小型调漆盘。
3.洒金粉
在画稿的基础上,莳绘和黑漆描金的工艺步骤略有不同,黑漆描金工艺是分区域将图案的部分上漆,一般按照从上到下从左到右的顺序,待漆层表面即将固化还有黏性的时候将金粉撒在上面。
莳绘则是按照图案的高低顺序分步完成,每一步都要将所有该层次的莳粉区域全部上完漆待其完全干固再进行下一层。
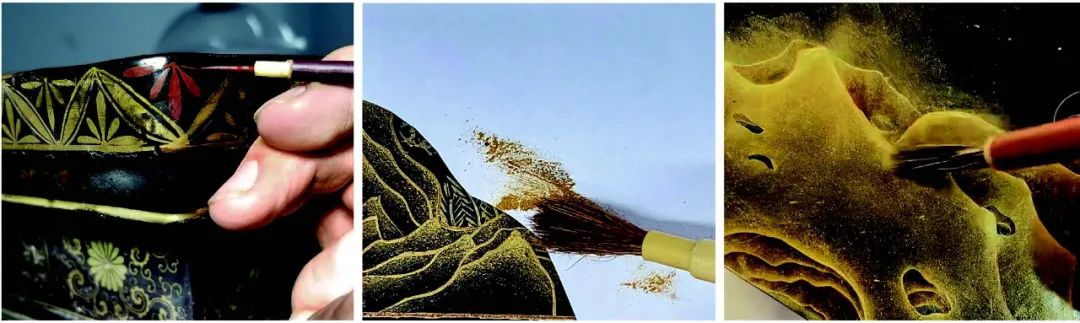
图一二 描金过程 作者拍摄
(左:描漆;中:用纸隔离洒金粉;右:扫金)
如图一二所示,中国描金工艺用丝绵或软毛笔蘸金粉扫在漆面上(图一二),扫粉时漆面表层基本结膜,所以扫上去的金粉立刻就会服帖于表面,用笔扫平压实显出金属光泽。为了让金粉有虚实变化,作者还会用软毛笔沿着图案的边缘向另一侧轻轻地扫金,使其顺着扫过的方向自然由密到疏形成过渡效果,由于金箔粉极轻,漆层黏性较强,有时候为了控制金箔洒落的区域和密度,还要用比较光滑的硬纸按照图案的范围先剪出一些制片作为遮挡,遮挡的部分沾不上金箔粉,露出底漆的颜色,由此控制扫金的形状和范围,以金色疏密制造出明暗纵深变化。
莳粉是日本莳绘最关键的步骤,其所用的金粉如图一三亦和中国不同(图一三)。由于黄金是较软的金属,退火之后可以进行深加工,古代称为“烧金”。日本莳绘金粉经过四道工序精制而成:
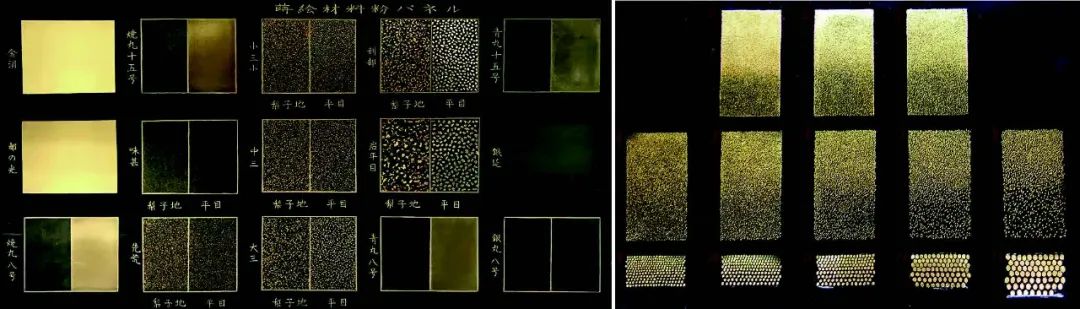
图一三 莳绘金粉 作者摄于日本
(1)磨球工序,日语是かんなくず,意思是锯末碎屑,这是金粉锉下来未经加工的初始形态。
(2)挤压工序,把磨碎的粉末放在铁板上,旋转钢制的棒状针,将粉末压扁成平目。
(3)研磨工序,在有眼的钢板上揉搓金粉成又圆又细的丸粉。
(4)筛选工序将金粉过筛分成统一大小的目数。从细到粗依次是:消、薄朱、上上、平极、半丸、丸粉1~15号,从薄朱到半丸总称是平粉,另外还有平目粉1~13号、梨子地粉1~13号,切金和金贝类似的金片。细粉适用于大面积的莳绘,粗粉适用于高莳绘可以做出浮雕效果,由于金的化学结构稳定,金粉历久弥新。
日本莳绘工具有不同型号的粉筒,用竹或芦苇秆羽毛管制成,一端切斜面,包上网眼纱布,用来撒粉时可以均匀的控制粉的大小、位置和疏密关系。有时还用圆头扫帚笔:由马鬃毛和腹部毛制成,用法有:
(1)莳绘前将漆面扫干净。
(2)撒粉时用来蘸粉并抖落到漆面。
(3)撒完粉将漆面以往的金粉回收。
4.固粉和罩漆研磨。
这也是日本莳绘与中国描金区别较大的一步,中国描金工艺上完金粉画面就基本完成了,日本莳绘工艺在撒粉结束以后,还要经过固粉,擦漆研磨等工序。研磨工具包括:朴木炭用来粗磨,桐木炭硬度适中用来中段研磨,莴苣炭最细密柔软用来精细研磨,砥石粉用来抛光,不同的研磨工具日本工匠还会按粗细进行细分,对角度和大小进行改进。
四、结论
从历史文献梳理和名称的考证来看,莳绘和黑漆描金工艺的来源是相同的,历史发展过程中人为原因、地理环境等因素的不同造成两者的差异,尤其在宋元时期,对应日本的平安—镰仓时代,两国漆艺各自发展,明代和清代中国曾经学习和仿制日本莳绘,但中国的描金工艺始终与莳绘工艺在表现语言和视觉效果上有一定差距。
日本莳绘金粉的加工技术一直保密,在学习的过程中中国漆工匠也没有完全照搬日本莳绘,而是沿用古代描金彩绘的技法制作,甚至用各色漆和五金冷暖变化效果进行创新,由于两地绘画审美和对待工艺的态度不同,因此描金所画的造型风格、图案纹样内容都有很大差别。莳绘强调洒粉的过程,描金强调描绘的过程。在未来工艺设计的学习中我们应当提倡两国之间互相借鉴,开放交流,并遵从本国的国情和民族文化,继承传统,融合创新。
在今后的文物修复中则应当对二者注意分类和区别对待,在文物的命名和分类时应当尽可能按照款识或时代、工艺类型、图案纹样和器型类别进行科学、准确、规范命名,在制定修复方案的过程中,依据最小干预的原则,应该尽可能按照原材料原工艺依照流程分布进行。在文物保存过程中,依据描金和莳绘文物不同的特点,选择合理安全的包装和存放环境。
