三亚市博物馆·公益
首页
本馆简介
文博动态
文物保护
博物馆活动
信息公开
陈列宣教
政策法规
白云翔:汉代模块化生产的考古学观察
字号:
T
|
T
2023-03-02 10:46 来源:考古
“模块化生产”(Modular Production)作为加工制造业的一种生产方式,即“将复杂的生产进行多块的简单分解、再由分解后的各个模块集成生产的动态模式”[1],在现代工业生产中有着广泛的运用。但实际上,这种生产方式的起源甚早,在我国有着悠久的历史和优良的传统。德国学者雷德侯(Lothar Ledderose)在关于中国古代艺术品生产的研究中使用了Module Production一词,被中国学者译为“模件化生产”[2],并从多个方面进行了讨论,但国内学术界对此尚未给予足够的关注并展开进一步的研究。
关于模块化生产,现代产业经济学认为:“模块化是指利用每个可以独立设计的、并且能够发挥整体作用的更小的子系统来构筑复杂产品或业务的过程”。“根据模块化理论,模块系统可细分为标准模块的生产和标准模块的组合”[3]。
关于我国古代的模块化生产,雷德侯氏认为,“有史以来,中国人创造了数量庞大的艺术品……这一切之所以能够成为现实,都是因为中国人发明了以标准化的零件组装物品的生产体系。零件可以大量预制,并且能以不同的组合方式迅速装配在一起,从而用有限的常备构件创造出变化无穷的单元”[4]。
基于上述模块化生产的定义及其原理,或可认为:如果一件器物的一个部件或多个部件先单独预制成型、然后再组合装配成一个完整的器物——无论这个或这些部件是用于组装一种器物还是多种器物,即可认为是模块化生产。
从这样的定义出发来看,汉代作为我国古代手工业发展的一个高峰时期,模块化生产并非仅限于“艺术品”的制作,而是手工业生产的诸多门类中已经比较普遍采用的一种生产方式,成为这种生产方式的一个重要发展时期,但迄今缺乏比较系统的研究。有鉴于此,这里从典型考古资料出发,就汉代模块化生产从个案分析和宏观考察的结合上进行梳理,以深化汉代手工业生产发展状况的认识,推进我国古代模块化生产的研究。
一、巫山麦沱陶俑:汉代模块化生产的一个典型实例
为了便于理解和说明模块化生产这种生产方式,有必要首先选取考古资料中的典型实例进行个案分析。汉代考古发现中,采用模块化方式制作的器物并不少见,但考古报告中大多缺乏必要的观察和明确的记述,迄今所知最能说明问题的典型材料是巫山麦沱汉墓出土的一批陶俑——“巫山麦沱陶俑”。
这里的“巫山麦沱陶俑”,特指巫山麦沱汉墓群M47出土的6件“素陶俑”。巫山麦沱墓群位于重庆市巫山县巫峡镇高塘村麦沱山,1997~1999年间先后进行过三次发掘,发掘清理战国至宋元时期墓葬计51座[5]。其中汉墓31座,年代为西汉前期至东汉后期,出土陶俑的有西汉晚期的M40(小型健身俑6件)、东汉早期的M46(陶俑残破且未详细报告)和M47[6]。麦沱M47为带甬道的刀把形券顶砖室墓,未遭盗扰,随葬品多放置在甬道后半部及墓室前半部,有金、银、铜、陶、漆器等各类器物计121件,其中包括陶俑18件以及镇墓兽和陶猪、狗、鸡、马、龙、猪圈和楼等模型明器,其年代为东汉早期。
关于M47出土的陶俑,发掘报告称俑有“两套,一套为釉陶器,一套为无釉陶器。前者个体小,后者个体大。人俑按社会地位和职业又分为舞乐俑、侍俑(武士、庖厨、提水、执囊)、奉祀俑(西王母)、镇墓俑及其他(出恭、残俑);动物俑有镇墓兽、狗、猪、鸡、马等。均为双范合铸而成,人俑为前后范,动物为左右范。合范痕迹明显,内空”。其中,值得关注的是6件“素陶俑”(即“无釉陶器”俑),即本文特指的“巫山麦沱陶俑”。兹将发掘报告的记述抄录如下。
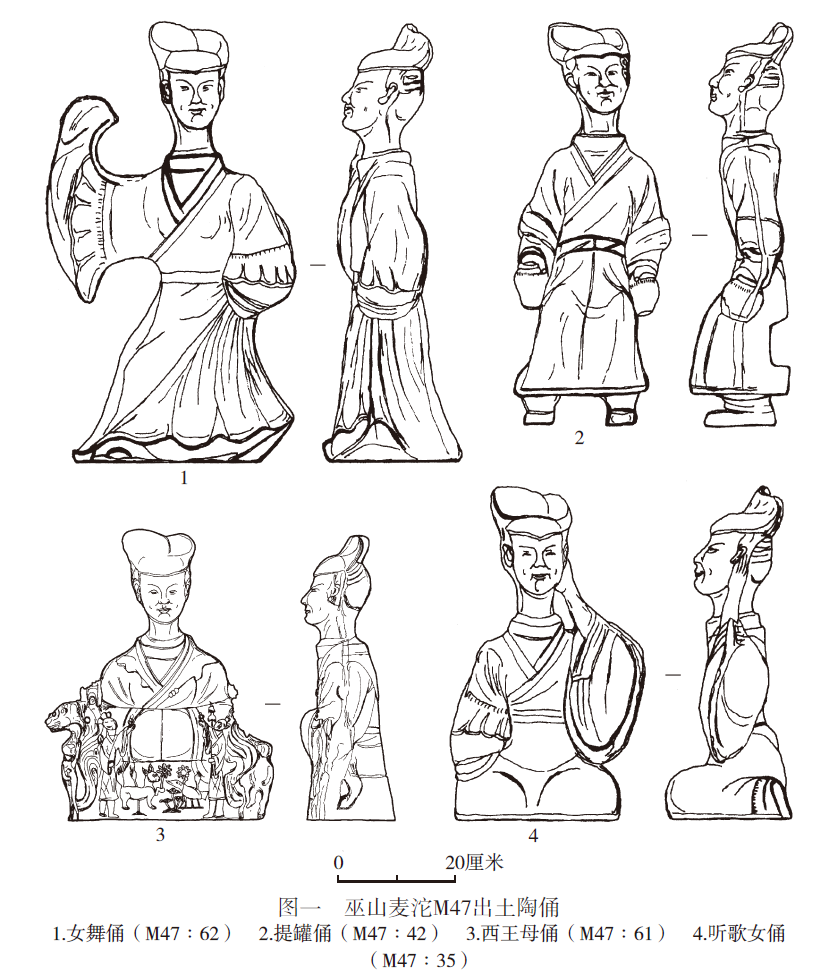
西王母俑1件(M47∶61),红砂陶。为半身造型,头戴高巾帻,卷云状衽边。笑容可掬,袖手交于胸前,袖下及两侧有人物画像及圆雕龙虎座。画像图案有九尾狐、四足鸟、供奉仆佣及灵芝、瑞草、拂尘、仙葩等。龙首残。在龙虎座上似还有其他画像。已残。高49、宽39、厚15厘米(图一,3)。
听歌女俑1件(M47∶35),灰陶。双膝跪地,头与西王母头为同范所制。左手放于左耳根部,右手抚在右膝上。面带微笑,作恭听状。高56.5厘米(图一,4)。
女舞俑1件(M47∶62),灰陶。头与西王母头为同范所制。舞姿、服饰与M47∶21釉陶女舞俑同,但更逼真。高74厘米(图一,1)。
提罐女俑1件(M47∶42),灰陶。头与西王母头为同范所制。双手各抓一罐,双膝微屈,作吃力状,应为提水俑。身后下方有一弧形洞,应为减轻重量和平衡身体所设。高67.4厘米(图一,2)。
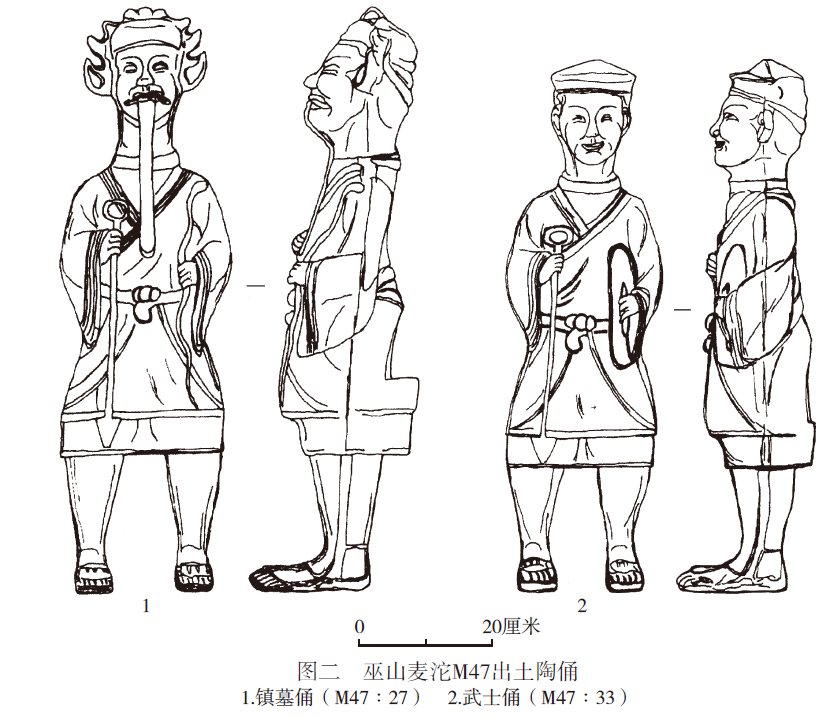
镇墓俑1件(M47∶27),灰陶。头戴冠,牛角、牛耳、人面、人身。獠牙外伸,长舌垂胸。右手执三角头长兵器,左手握蛇。腰带上有带扣。衽、袖、嘴等处涂朱。身、腿分制。墓中双腿置于身前。双腿为同范所制,因而两脚同边。脚穿麻草鞋。身与腿相合通高88厘米(图二,1)。
武士俑1件(M47∶33),青灰陶。除头部外,身、腿与镇墓俑的身、腿为同范所制,仅左手所握盾为附加。通高80厘米(图二,2)。
上述6件陶俑中,西王母俑、听歌女俑、女舞俑和提罐女俑虽然整体造型不同而分属不同的俑类,并且3件女立俑身高也不同,但它们的头部都是用同一模具制作,显然是先将头部制作成一个模块,然后再分别装配到不同的俑身上。镇墓俑的双腿为同一模具制作,因此没有左、右腿的区别,而武士俑的身和腿分别与镇墓俑的身和腿为同一模具制作,显然是先将俑身和俑腿分别制作成模块,然后再分别装配成不同的俑类,仅在局部做必要的增减修饰(如武士俑的左手增加一盾牌)。这无疑是当时陶俑模块化生产的一个典型实例。
三峡地区在汉代地属巴郡和南郡,不是汉文化的核心地区和发达地区。这一地区作为古代人们迁徙和文化交流的大通道,其文化面貌虽然具有一定的地域性特色,但同时更具有汉文化的统一性特征,尤其是西汉中期之后更是如此[7]。就三峡地区的汉代陶俑来说,总体上具有巴蜀故地汉代陶俑的风格,应该是在当地烧造的[8]。而这一地区乃至整个巴蜀故地从陶俑的制作到使用,无疑都是源于中原地区的汉文化,是汉文化统一性的一种具体反映。从这个意义上说,巫山麦沱陶俑的制作方式,不仅是当地陶俑制作技术的直接再现,更是汉代陶俑生产方式的具体体现,据此可以直接和形象地理解汉代的模块化生产。
二、模块化生产在丧葬用品生产中的应用
考古发现的汉代遗物,大多出自墓葬遗存,并且大都是为了埋葬而制作的丧葬用品。因此,丧葬用品中模块化生产的产品,在很大程度上反映了当时的模块化生产及其发展状况。丧葬用品作为丧葬活动的专用物品,种类繁多,常见的有俑类、模型明器[9]和各种装敛器具等,材质有陶、木、石和金属等。这里择要分析。
汉代最为流行的俑类是陶俑,而陶俑常常采用模块化方式制作。西安汉长安城西北隅陶俑窑址出土的陶“裸体俑”(实际上是着衣式陶俑的陶制部分,即“半成品”状态)及其制作痕迹和模具等,清楚地揭示出其制作方式,其年代为汉武帝时期至西汉末年[10]。陶“裸体俑”的成型方式是:“先分别用单扇模具模制出俑的上半身(包括头、颈、胸和上腹部)的前半部和后半部,以及下半身(包括臀部和下腹部、双腿及足)的前半部和后半部,然后将俑的上半身的前、后两部分和俑的下半身的前、后两部分黏合对接,最后将上半身和下半身黏合对接成一个完整的俑”[11],然后再进行贴塑、刮削和刻划等修整和细部加工。很显然,先分别制成俑的上半身和下半身、然后将两者黏合成一体,实际上就是一种模块化生产。值得注意的是,与之同时流行的“塑衣式陶俑”,有些在制作过程中也部分地采用了这种成型工艺,如汉长安城西北隅陶俑窑址南区出土的H1∶42塑衣式立俑等[12]。东汉时期,陶俑的这种制作方式已普及到各地。如四川地区东汉中期之后,大型陶俑“一般是头、身、四肢等分别模范制作后,再粘接起来,有些头和身是分开制作的,之后直接将头插入颈部即可”[13]。
汉代的陶模型明器,也往往采用模块化方式制作。举例说来,河南辉县路固汉墓出土的43件东汉中期至晚期的A型陶井模型,圆筒形井身,圆形井沿,井沿上立井架和井亭,“井身、井架、井亭顶均为分开制作,连接处容易分离或断开”。其中的Ⅰ式陶井,“井架斜,侧面呈梯形,两侧雕有龙首,龙首形象生动。井架上覆四阿顶亭顶,颈部固定有模制而成的辘轳”;Ⅱ式陶井,“井架为两块模制的梯形长板,其上加仿木横栏,横栏两侧为模制龙首”[14]。这种用模块化方式制作的陶模型明器,在其他汉墓中也常可见到。
其他材质的模型明器,也同样采用这种模块化方式制作,尤其是形体大、结构复杂的明器更是如此。
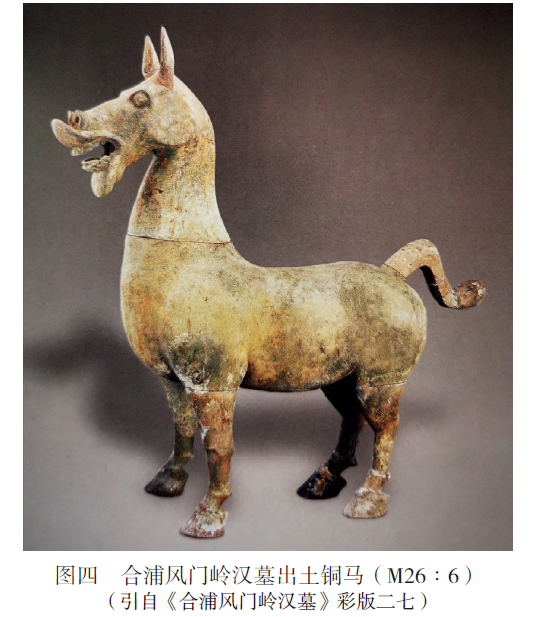
就铜制模型明器来说,首推武威雷台东汉晚期墓出土的铜车马俑群。该俑群由铜骑马武士17组、铜奴婢俑28件、铜马38匹、铜车14辆等构成(图三),“俑、车、马均用范模铸型;先分铸不同部位,然后焊接或铆连。如武士为身、腿、手分铸,牵马奴为身、臂、手分铸,张氏奴为身、臂分铸,轺车的车舆铸成一体。大车的舆輢、舆轸、舆底,系分铸铆接。辕、轴、轮、辐、毂分铸,采用焊接或铆连。马的头颈、躯体、四肢分铸,然后焊接而成。马耳、马尾和雄胜,分别另铸,然后在马身上打孔插入”[15]。这一铜车马俑群,无疑是模块化生产的又一典型实例。类似的铜车马,还发现于贵州兴义东汉墓[16]等地。至于先分段铸造成型、然后再套接组装成一个整体的铜马,则多有发现。广西贵港风流岭31号西汉墓出土的铜马,全长112厘米,其双耳、头颈、身躯、四腿和尾等分九段分别铸造成型,然后插接装配为一体,装配接头为子母口,上有小孔,以竹钉固定[17]。广西合浦风门岭26号西汉后期墓出土铜马M26∶6,通高94.8、全长98.8厘米,“马分头、身、尾、四腿等七段,各自铸造后装配而成。装配的接头为子母口,无铆孔,但从接口的痕迹看,似曾用胶粘和加固”[18](图四)。四川绵阳双包山2号东汉晚期墓出土铜马HM2∶55,通高134、身长115厘米,“马的头颈、胸、腰、腿分九部分铸造而成,各部连接处均有子母口和钉孔,套合后用铆钉连接。马的躯体浇铸工艺细致,体壁极薄,厚仅3~4毫米”[19]。很显然,两汉尤其是东汉时期铜马的制作,比较普遍地采用了模块化生产。与之相类似,甘肃酒泉下河清汉墓出土的铜独角兽,兽头和兽身采用双合范通体铸造而成,但兽角和兽尾是分别单独制成后插入[20],也属于模块化制作的产品。
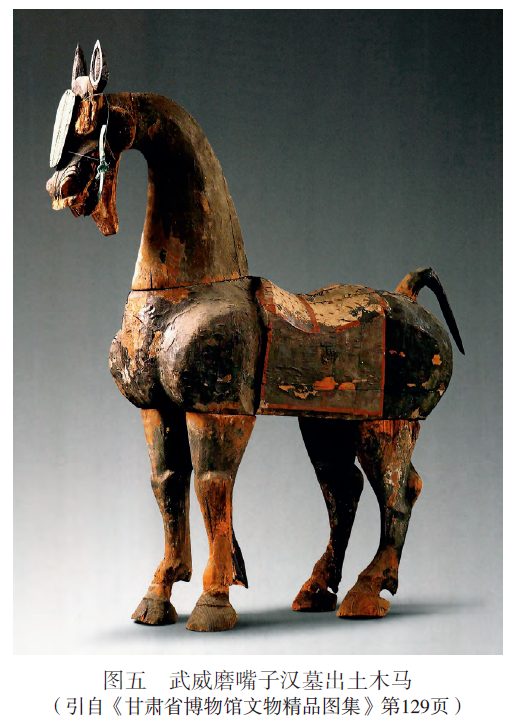
就木制模型明器来说,江苏仪征烟袋山西汉中期的车马陪葬坑出土木马14件和木牛2件,木马均由分别制作成型的头、颈、躯干和四条腿组合而成,木牛则由牛角、身躯和四条腿组合而成,其他人物俑则均用整木雕刻而成[21]。甘肃武威磨嘴子汉墓出土的木马,高87、长72厘米,是将头、颈、身、尾和四条腿分别雕刻成型,然后再组装成一体(图五);磨嘴子汉墓出土的木独角兽,高35、长93.7厘米,是先分体制作角、头及身、尾、四足,然后再粘合而成;磨嘴子汉墓出土的木车模型和拉车木牛的制作方法,同样如此[22]。但是,同墓地出土的小型木俑和鸡、鹅、羊、狗、猴等小型木制动物模型,则是整器通雕而成。这种情形,与四川地区汉代大型陶俑采用模块化方式制作、小型陶俑和动物模型则整体捏塑而成的做法是一致的。
东汉时期以四川盆地为中心流行于西南地区的铜摇钱树,更是采用模块化方式制作的一种丧葬用品。各地出土摇钱树的细部尽管多有差异,并且有学者将其分为24种,但其基本结构类似,“钱树体系分段铸造拼接而成”[23],即有一个底座,其上插一株“枝繁叶茂”的树;树干一般是分段铸成,然后插接在一起;每段树干上伸出2~4枝不等的枝叶,都是分别铸成后插接到树干上,枝叶上挂满方孔圆形钱以及其他图像[24]。如四川绵阳市涪城区石塘乡出土的一件,通高1.5米,树干呈圆柱状,分为五节,每节挂4片枝叶,枝叶分为两种,分别用两种不同的铸范铸造而成,然后插挂到树干上[25]。这种铜摇钱树可谓是汉代模块化生产的典型产品之一。
实际上,汉代采用模块化方式制作的丧葬用品非常多样化。如作为装敛用具的玉衣[26]、玉席(或玻璃席)和温明[27]等,都是用事先制作成一定形状的玉片连缀而成,或是各部分先单独制作然后组装而成;大型木棺上的铜铺首衔环、镶玉漆棺上的玉璧和玉片等,也都是先单独制作然后安装到棺木上[28]。王侯墓葬中的明器马车,体量虽小,但制作精致逼真,车器一应俱全。以大云山西汉江都王陵1号墓为例。该墓作为西汉第一代江都王刘非之墓,葬于汉武帝元朔元年(公元前128年)[29];墓葬结构为大型黄肠题凑墓,外回廊(即外藏椁)上层主要随葬明器车马(下层也有随葬),车马漆木质已朽,但金属车马器仍存,有铜盖弓帽504件、铜车軎42件等多种铜车马器,镶嵌玛瑙和绿松石的银盖弓帽15件等银车马器,以及部分铁车马器[30]。铜盖弓帽制作精致,通体鎏金或鎏银,分为五型,若按一个车伞盖需装28根盖弓计算[31],外藏椁上层陪葬明器马车应多达18辆以上;若按铜车軎计算,则多达21辆。它们完全是现实生活中实用马车的“微缩版”,也是实用马车之模块化生产的“翻版”。
综合起来看,汉代的丧葬用品中,无论是各种俑类、模型明器还是装敛用具乃至摇钱树之类的特殊陪葬品,制作过程中大都采用了模块化生产方式。
三、模块化生产在实用器具生产中的应用
模块化生产方式广泛应用于各种丧葬用品加工制作的同时,同样广泛应用于社会生产和社会生活中各种实用器具的生产。
实用器具生产中模块化方式的应用,最为典型的莫过于车的制作。以马车为代表的各种畜力车(包括少量的牛车)是当时最主要、最常用的交通运输工具,因而车辆制造业是当时重要的产业之一。当时的车分为马车和牛车,从车的结构看又有单辕车和双辕车之分,马车因用途或乘用者的不同又分为轺车、幡车、轩车、安车、辎车、輂车等,形态上也多有差异,车轮、车舆、车辕和车盖等也类型多样[32],但其最基本的构造是由木制车轮、车体和各种金属部件构成,尤其是与车轮有关的车軎、釭、锏、輨等更是不可或缺的金属部件,而以铜、铁制为主的金属部件“车器”,都是先单独加工制作然后再装配到木制车体上,并且种类繁多。以满城汉墓1号墓为例。该墓甬道和南耳室共随葬马车6辆,均为实用的真车,木质部分已朽毁,出土的铜或铁制车器有车軎、釭、锏、輨、轴箍、辕头饰、轙、伞盖柄箍、盖弓帽、承弓器以及其他车器车饰计35种,其中有的鎏金、鎏银或错金银[33]。一般来说,金属车器无论是在铸铜或铸铁作坊生产还是在车辆制造场加工制作,都是单独制作而成的“模块”,因此,这种将金属车器与木质车体组合装配成整车的做法,无疑是一种典型的模块化生产。《续汉书·舆服上》所说:“一器而群工致巧者,车最多,是故具物以时,六材皆良”[34],其意或在于此。
汉代铜日用器具流行,而铜日用器具的加工制作也常常采用模块化方式,尤其是灯具、熏炉以及带有附件的日用器皿等更是多见。
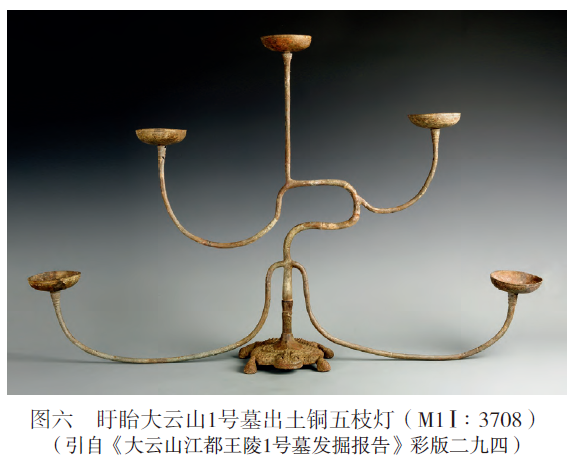
各种铜灯具中,结构简单者一般采用合范技术铸造成型,而形制结构复杂者则往往采用模块化方式制作,如豆形灯、动物形灯、釭灯和多枝灯等[35]。举例说来,盱眙大云山江都王陵1号墓出土的铜灯具,集中反映出当时铜灯具制作中模块化方式的广泛应用。该墓外回廊下层出土铜灯16件,均为实用器,据文字描述和图像观察记录可知:6件豆形灯中,有4件的灯盘和灯柄是先分别铸造成型,然后插接为一体;2件雁足灯的灯盘和灯座也是分别铸造后插接成器;2件鹿灯均由灯盘、灵芝形支架和鹿形灯座构成,都是各部分先铸造成型然后插接为一体,并且“鹿角单独铸造,可自由拆卸”;2件五枝灯的灯盘、灯枝和灯座也是各自制作成型后相互插接为一体(图六);2件双釭灯的结构和制作更是如此[36]。实际上,汉代结构复杂的铜灯,几乎都采用模块化方式制作。南昌海昏侯刘贺墓[37]、朔县平朔照什八庄1号西汉晚期墓[38]等地出土的铜鸿雁衔鱼灯,整器做成鸿雁曲颈回首衔鱼站立的形状,由雁喙衔鱼的雁首、雁身、灯盘和灯罩等四部分套合而成;合浦望牛岭1号西汉墓[39]、个旧黑蚂井东汉中期墓(M16∶16)[40]等地出土的铜凤鸟灯,均为头颈部和腹身部各自分段制作,然后插接为一体;满城汉墓1号墓出土的“长信宫灯”和单釭灯、邗江甘泉2号墓出土的牛釭灯、南昌海昏侯刘贺墓等地出土的双釭灯等,也都是先分段制作然后装配成器[41]。铜多枝灯,更是模块化方式制作的典型之作[42]。贵县罗泊湾西汉早期墓出土的铜十连枝灯(M1∶8),整体呈扶桑树形,从主干分三层向外伸出九条枝干,每枝顶端托一桑叶形灯盏,主干顶端置金乌形灯盏,其灯干、灯枝和灯盏均分别铸造成型,而灯干与灯枝、灯枝与灯盏均用榫卯结构分别将其套接为一体,并可自由拆装[43]。与之结构及其制作方式类似的铜多枝灯还有合浦风门岭26号墓出土的铜四枝灯(M26∶38)[44]、武威雷台汉墓出土的2件铜十三连枝灯[45]等。汉代灯具尤其是铜灯之所以类型多样、结构复杂且制作精美,显然与采用模块化方式制作直接相关。
铜熏炉尤其是造型和结构较为复杂者,大多采用模块化方式制作。合浦风门岭26号西汉后期墓出土的熏炉(M26∶128),由炉盖、炉体、炉座和托盘等组成,各部分均分别铸造成型,炉身外底中央有一小孔,与炉座顶端相铆接;炉座底部中央有一柱,与托盘相铆接[46]。与之相似的铜熏炉,还发现于云南个旧黑蚂井16号墓[47]等地。满城汉墓1号墓出土的错金铜博山炉(M1∶5182)和铜熏炉(M1∶5090)、2号墓出土的铜骑兽人物博山炉(M2∶3004)等[48],其制作也都采用了模块化方式。
汉代的铜日用器皿大多造型和结构比较简单,一般是整体铸造或锻造成型,但有的在制作过程中也采用了模块化方式,如广西贵县罗泊湾汉墓出土的西汉早期铜盆、盘和匜等即为实例。该墓出土的彩画铜盆(M1∶15),口沿和腹壁上绘有精美的漆画,器壁的四个铺首衔环造型和大小相同,都是先单独制作成型后再铆接到器体上;与之同出的M1∶20、24、26铜盘,M1∶18、21、22铜盆等腹壁上的四个铺首衔环,M1∶6铜匜的两个鎏金铜铺首衔环等,也都是用同样的方法先单独制作然后再安装到器壁上[49]。这种做法,在考古发现的汉代铜器中常可见到,如天长三角圩1号西汉晚期墓出土的铜器中,M1∶7铜匜,“铸造,铺首衔环为后铆接,腹内壁见乳状铆钉”;B型甗“甑、釜的上下分别为锻造,铺首衔环为铸造铆接”[50]。由此可知,将器身先分段锻造然后再锻接成一体,或先单独制作铺首衔环、器耳、捉手等附件然后再铆接到器身上的模块化生产,是汉代铜日用器皿制作的一种常见方式。
有些漆器的制作,也采用模块化生产方式,尤其是工官生产的金属釦漆器,更是如此。以蜀郡西工造漆器为例。迄今所见蜀郡西工造的28件漆器中,镶有铜釦、鎏金铜釦或铜耳者计18件,它们分别为鎏金铜釦漆盘、鎏金铜釦漆樽盖、铜耳或鎏金铜耳漆耳杯,并且在其刻铭中明确刻有其工种和工匠的名字,如“铜釦黄涂工”、“铜辟黄涂工”、“铜耳黄涂工”、“黄釦工”等[51]。很显然,这种漆器上铜釦和铜耳的制作无论是属于漆器作坊中相对独立的“工段”还是由单独的金属作坊承担,它们都是先制作成单独的模块然后再装配到漆器上。类似的情形,在其他工官的漆器生产中同样可以见到。贵州清镇汉墓M15和M17出土的2件漆耳杯,形制、大小及花纹均相同,双耳作新月形,耳缘镶鎏金铜釦,同为汉平帝元始三年(公元3年)广汉郡工官造,制作和安装鎏金铜耳的分别为“铜耳黄涂工常”和“铜耳黄涂工慧”[52]。实际上,汉代漆器上的铺首衔环、耳、钮、足、把手、执柄、釦件、包角、三叶饰、四叶饰等铜制(或鎏金银)、银制或金制部件以及装饰件[53],都是先分别单独制作成型然后再安装到器体上,是当时通行的制作方式。
兵器武备的生产中,也存在模块化方式的应用,尤其是弩机、甲胄等的制作更为突出。
弩机作为远射兵器的关键部件,既有铁制品,也有铜制品,但以后者为常见[54]。汉代的铜弩机由牙及望山、悬刀、牛、栓和郭(机匣)等部分构成[55],其各部分先分别单独制作,然后再装配成器。为了保证其质量,工官生产的铜弩机的机郭上,还往往刻有与制造者相关的铭文。河南灵宝张湾4号东汉墓出土的铜弩机(M4∶29),郭身一侧刻有铭文36字:“永元六年,考工所造八石鐖郭,工吴孟作,造工王山,太仆鉴右工掾闿、令伦、丞诗、掾□、史旦主”[56]。弩机在当时属于精密机具,社会使用量大,并且由多个部件构成,采用模块化方式制作,是保证质量、提高产量的一种重要途径。
汉代的甲胄,有铁甲胄和皮甲胄两种。“汉武帝以后,军队装备中铁甲和皮甲兼行并用,但已以铁甲为主,皮甲为辅”[57]。迄今考古发现并经过清理复原的均为铁甲胄。汉代的铁甲胄,尽管有札甲、鱼鳞甲和精细鱼鳞甲等多种类型,其形制和细部结构也多有差异,但其基本的结构和制作方法都是用麻绳、丝带或皮条将甲片编连而成。以临淄西汉齐王墓铁甲胄为例。1979年发掘的临淄西汉齐王墓五号陪葬坑出土2领铁铠甲和1件铁胄,墓主人为西汉第二代齐王刘襄,葬于公元前179年[58]。经清理复原,其中一件由表面贴金或贴银的甲片编连而成的“金饰甲”,用麻绳编连,共计用铁甲片2244片,甲片均有数量不等的穿孔,其形状有三种型式:组成甲衣主体的槐叶形甲片,上平下圆,两侧边外弧;用以组成垂缘的纵长方形甲片;用以组成两肩的横长方形甲片[59]。西安市北郊汉墓铁甲、满城汉墓铁甲、徐州狮子山楚王墓铁甲以及广州西汉南越王墓铁甲等,尽管在甲衣形态、细部结构和甲片形制上有所不同,但其制作方式是相同的[60],是一种典型的模块化生产。
上述马车、日用铜器、漆器和兵器武备之外,模块化方式还应用于其他材质和类型的实用器具的加工制作。洛阳烧沟汉墓出土的东汉晚期铁提灯和多枝灯、临潼洪庆堡汉墓等地出土的铁锁具、广州西汉南越王墓等地出土的铁三足釜架等[61],都采用了这种模块化生产方式。玉具剑的剑首、剑格、剑璏和剑珌等,都是先单独制作成型然后再装配到铜剑或铁剑及剑鞘上[62];作为计时器具的铜漏壶、作为度量器具的铜卡尺等,也都是各部分先单独制作然后装配成一体[63]。天长三角圩汉墓出土遗物中,陶器的器耳、器足和铺首大多为模制,采用粘接的方式固定于器身[64];铜器的器身铸造或锻造成型,而铺首衔环等附件是分铸后用焊接或者铆接等方法将其固定于器身;铁器铸造或锻造而成,“日用铁器中的釜、暖炉和兵器中的剑、匕首为分铸套接”[65]。很显然,模块化生产方式在汉代实用器具的加工制作中得到了广泛的应用。
四、汉代模块化生产的综合考察
上述考古发现及分析表明,模块化生产作为加工制造业的一种生产方式,在汉代已经获得比较广泛的应用,而汉代的模块化生产是秦代模块化生产的继承和发展。
考古发现中可以准确判定为秦代的资料虽然有限,但秦始皇陵兵马俑坑的发现集中展现了当时模块化生产的发展状况。首先,1980年在秦始皇陵封土西侧的3号陪葬坑发掘出土2辆铜车,经清理复原研究,铜车马是按真车马的约二分之一大小制作的模型明器,造型准确、结构复杂、形象逼真、制作精美。每辆车均由2000个以上的零部件构成,主要零部件为锡青铜制品,大多是铸造成型,然后采用嵌铸法、包铸法、焊接法以及销钉连接、活铰链接、铆接、套接、插接等多种机械连接工艺组合装配而成[66],可谓我国古代模块化生产的典型代表。其次,陶兵马俑的制作。据发掘者的观察和研究,陶俑的制作是“首先用泥塑成俑的大型(粗胎或名初胎),再进行第二次敷泥加以修饰和刻划细部;头、手和躯干是分别单独制作,然后组装套合在一起;待阴干后放进窑内焙烧,烧的温度大约在摄氏1000度左右”;“陶俑的双耳绝大多数是用单模单独制作,贴接于头的两侧”;陶俑的双臂,“系单独制作,然后粘接到体腔的两侧”;“俑手都是单独制作的……单独做好后插接于双臂的袖管内”。陶马的“制作工艺过程是:先把马的头、颈、躯干、四肢及尾、耳等分别制作然后拼接黏合成为粗胎;再经过二次敷泥修饰、雕刻成形;阴干后入窑焙烧;最后绘彩”[67]。尽管秦兵马俑的模块化制作与汉代相比还有明显的不同,但“兵马俑的设计制造者的创造性功绩在于,他们建立了一个用数量有限、划分明确的部件来组装兵马俑的体系”[68]。其三,石甲胄的制作。秦始皇陵封土东南侧K9801陪葬坑发掘出87领石铠甲和43顶石胄,经清理复原,石铠甲的甲片有长方形(包括纵长方形和横长方形两种)、方形、等腰梯形、鱼鳞形和不规则形等五类,穿孔位置和数量因甲片形状不同而异,用扁铜丝将石甲片编连成四种类型的札甲和鱼鳞甲;石胄的制作方法与之类似,只是甲片形状更为多样,用扁铜丝将其编连成两种类型的石胄。“这些甲胄标本绝大多数是仿皮甲制作的……类型多样,但同一类型的甲胄从整体形制、尺寸到甲片数量、甲片连缀叠压规律都有非常统一的规格……同一类型甲胄的甲片相同,便意味着甲胄的大批量生产,省工省时便于管理”[69]。其模块化生产由此可见一斑。当然,秦始皇陵是皇家工程,无论是铜车马的制作还是陶兵马俑和石铠甲等的生产,都属于官府手工业所为,其制作技术及生产方式均应代表了当时的先进水平,但应都说明当时的模块化生产在手工业生产或至少在官府手工业中已经达到了相当的高度。至于秦代模块化生产的源头,自在先秦时期,对此将另文论述。
就汉代的模块化生产来说,考古发现的丧葬用品和实用器具中既有官府手工业的产品也有民营手工业的产品,铜器、铁器、漆木器、陶器及多种材质复合制作的器物同样也是官府手工业和民营手工业的产品共存,并且在一般情况下两者难以区分。但根据现有的考古资料及其分析,对汉代的模块化生产还是可以获得一些总体的认识。
其一,模块化生产方式,既应用于丧葬用品的制作,也应用于实用器具的生产,两者之间似乎没有明显的差别。但是,“部件装配式”(指分别单独制作成型的模块本来就是一件器物的零部件或可拆装的一部分)模块化生产应用于两者,而“段块组装式”(指一件器物本来可以整器一次成型但人为地将其分割成若干段块分别单独制作成模块后组装成器)模块化生产则主要用于丧葬用品的制作。
其二,模块化生产方式,既存在于官府手工业,也存在于民营手工业,但两者的应用情况可能有所不同。如果说弩机和甲胄等兵器武备、结构复杂且制作精美的铜日用器具、金银铜等金属釦漆器、迄今考古发现的实用马车和车马的模型明器等——尤其是出自王侯陵墓等高等级墓葬者大都属于官府手工业所产的话,那么或可认为,官府手工业的模块化生产程度要高于民营手工业。
其三,模块化生产方式在两汉四百余年间经历了其社会应用不断扩展的过程。一是应用范围的扩展。尽管模块化生产在西汉初年就已经存在——实际上在秦代已经发展到相当的水平,但无论是丧葬用品还是实用器具,模块化制作的产品从种类到数量自西汉后期开始都明显增多,东汉时期更是多见。二是从官府手工业向民营手工业的扩展。尽管模块化生产从西汉初年就已经应用于官府和民营手工业生产,但从西汉后期开始民营手工业的模块化产品明显增多,尤其是东汉更是如此。因为西汉后期至东汉时期官僚地主和平民墓葬中大量随葬多种多样的俑类、模型明器及其他丧葬物品,并且这些丧葬用品大多采用模块化方式尤其是“段块组装式”模块化方式制作,而它们大都应当是民营手工业作坊的产品。三是从汉王朝中心地区向边远地区的扩展,三峡地区发现的麦沱陶俑、以四川盆地为中心流行的铜摇钱树、云贵地区发现的铜车马、甘肃武威出土的铜车马俑群等,均可为证。
总之,模块化生产在汉代已经是加工制造业一种比较常用的生产方式,无论是丧葬用品的制作还是实用器具的生产,从陶器、铜器、铁器到漆木器等各种加工制造业,莫不如此,尤其是西汉后期开始又进一步发展。汉代手工业生产中模块的制作及其组合装配一般是在同一工场或作坊中进行的[70],与现代工业生产中的跨企业甚至跨行业进行有所不同,但其性质和原理是相同至少是相近的。从这个意义上说,汉代的模块化生产或可称为“古典式模块化生产”。模块化生产方式在汉代趋于成熟并得到推广应用,后来又长期延续并进一步发展,成为近现代工业生产中模块化生产的先声。
五、余论
就模块化生产方式本身来说,“标准化、协作性、可预见性是这种生产体系的基本特征”[71]。一方面,模块分别由专门的工匠制作,模块的组装由专门的工匠负责,而从事这种模块制作或组装的工匠们因长期“术业有专攻”而“熟能生巧”,既能保证质量,又能提高产量。另一方面,各种模块的制作可由多人、多工种同时分别进行,模块的组装和器物的“总成”同样可以多人甚至多条“生产线”同时进行。正因为如此,模块化生产既可以大幅度提高产品质量,又能够大幅度提高生产效率,有助于降低生产成本,还可以实现同类产品的多样化,尤其对于结构复杂、形体硕大的器物的制作来说,其优势更为明显。很显然,模块化生产方式的产生和发展,既是技术进步的必然要求,更是社会生产分工不断细化、手工业生产不断专业化的必然结果[72],还与商品经济的发生和发展密切相关。
正是由于模块化生产需要预先设计、多人协作、专业分工、多工种配合,所以,模块化生产需要在相应的生产组织形式下方可实现。在这样的生产体系中,一件完整器物的制作过程随着技术分工[73]而被分解为若干相互关联的单元,主持总体设计和总成的“匠师”[74]诞生;劳动分工相对专业化和固化,专门从事模块制作或组装的“专业化”工匠产生;生产过程工艺流程化,负责组织、协调和管理的专门人员出现[75]。当然,在古代社会,产品的总体设计和整个生产过程的主持以及工匠的组织、协调和管理也可能由匠师兼而为之。但无论如何,生产组织内部的劳动分工更加专业化、组织管理进一步复杂化是必然的,而这种生产组织内部的专业化和复杂化,是在整个社会生产分工专业化、社会生产组织复杂化的大背景下发生和发展的。因此,古代社会模块化生产研究的意义,不仅仅在于生产技术本身,而且由此可以从一个侧面窥知当时的生产组织结构及社会生产方式。这也正是本文就汉代的模块化生产进行考察的学术初衷之所在[76]。
首页
|
本馆简介
|
文博动态
|
文物保护
|
博物馆活动
|
信息公开
|
陈列宣教
|
政策法规
三亚市博物馆·公益 三亚市西河西路2号文体大楼三楼 0898-88666125
Copyright ©三亚市博物馆·公益
琼ICP备19004074号-1
三亚旅文